Система кластеризации оборудования в прогнозировании потребности предприятий машиностроения России в металлорежущем и кузнечно-прессовом оборудовании
Скачать PDF | Загрузок: 34
Статья в журнале
Экономика, предпринимательство и право (РИНЦ, ВАК)
опубликовать статью | оформить подписку
Том 14, Номер 4 (Апрель 2024)
Эта статья проиндексирована РИНЦ, см. https://elibrary.ru/item.asp?id=65667620
Введение
Актуальность исследования связана с тем, что в сегодняшних условиях функционирования отрасли машиностроения в Российской Федерации важное значение отводится определению потребности в металлорежущем и кузнечно-прессовом оборудовании. Исследования показали, что наиболее целесообразным подходом к структуризации оборудования в целях осуществления прогнозирования потребности является использование системы кластеризации оборудования, предполагающей комплексную группировку оборудования по определенным пользовательским признакам (технологическим, техническим, эргономическим, экономическим и пр.), позволяющим однозначно определить принадлежность оборудования к соответствующей группе.
Кластеризация – уникальный метод, позволяющий разбить объекты на группы, не имея заранее заданной обучающей выборки или знания о природе этих классов [1]. Модель самостоятельно определяет схожесть некоторых признаков предметов и объединяет их в один сектор. Одним из преимуществ кластеризации является то, что она не требует знания о том, какие классы будут сформированы и сколько их будет.
Кластеризация актуальна, если исходный массив данных слишком большой. В результате от каждого кластера остается по одному представителю. Количество кластеров может быть любым, но важно обеспечить максимальное сходство объектов внутри каждой группы.
Система кластеризации станочного оборудования в рамках разработанного методического подхода предполагает его использование в качестве инструмента управления моделью балансировки спроса и предложения. Использование предлагаемого подхода позволяет определять глубину детализации результатов, уровень проработки прогнозируемых данных по объемам спроса станкоинструментальной продукции с целью получения групп (кластеров), по которым необходимо провести приоритезирование для дальнейшей балансировки станкоинструментального рынка Российской Федерации.
Целью исследования является разработка модели балансирования спроса и предложения продукции, определение глубины детализации результатов, уровень проработки прогнозируемых данных по объемам спроса станкоинструментальной продукции.
С учетом поставленной цели и задачам к системе кластеризации оборудования были определены следующие требования:
1) Гибкость – система кластеризации должна обеспечивать возможность оперативного изменения глубины детализации по анализируемым группам оборудования для последующего проведения балансировки производственных мощностей со спросом по рассматриваемому направлению. Изменение системы кластеризации должно обеспечивать повышение детализации по отдельным, задаваемым пользователем, параметрам для изучения вопросов приоритезации направлений развития станкостроительной отрасли.
2) Иерархичность – система кластеризации должна обеспечивать интуитивно понятную иерархичность, работающую с общепринятыми в отрасли понятиями: Первый уровень: группа оборудования (для механообработки – токарные, зуборезные, фрезерные, шлифовальные станки и пр.). Второй уровень: подгруппа оборудования (для токарной группы – подгруппы токарно-револьверные, токарно-винторезные, лоботокарные, токарно-карусельные и пр.). Третий уровень: должен иметь деление по индивидуальным параметрам, характерным для конкретных типов станков, отнесенных к рассматриваемой подгруппе (возможные характеристики – основные размеры, характеризующие станки каждого типа).
Научной новизной исследования является формирование модели балансирования спроса и предложения продукции, определение глубины детализации результатов прогнозирования, уровня проработки прогнозируемых данных по объемам спроса станкоинструментальной продукции на основе применения системы кластеризации оборудования.
В исследовании использовались методы системного анализа, методы анализа статистических данных, метод сравнений, математического моделирования и прогнозов.
Использованию кластеризации в промышленности были посвящены труды многих ученых Морозовой Е. В. [2], ,.Алешина Р.Г. [13], А.С.Лившиц [15], Афанасьева А.А. [7], Бутова А. М [6], Саханов В.В [9] и других.
Но фокус внимания перечисленных авторов был направлен на применение метода кластеризации для решения других проблем, при этом актуальной проблеме балансирования спроса и производства продукции станкоинструментальной отрасли не уделялось достаточного внимания. В этой связи разработка научно обоснованного методического подхода к кластеризации оборудования в целях повышения точности прогнозирования потребности в нем является актуальной научной задачей.
В рамках проведенных исследований установлено, что возможна кластеризация для станков, имеющих сходную компоновку, кинематику и конструкцию, но разные основные размеры, по размерному ряду. Размерные ряды станков применяются в зависимости от технологической группы по соответствующим ГОСТ. Кластеризация также может быть дополнительно проведена по точности станков, по массе, по наличию и типу системы управления, по характеристикам привода главного шпинделя (частота вращения, мощность, крутящий момент), по конструктивным особенностям и пр.
В ходе исследования были выявлены принципы сопоставимости и стандартизации, предполагающие, что система кластеризации в первую очередь должна опираться на имеющиеся коды, стандарты и ГОСТы, действующие в области отечественного станкостроения. [1,2]
Кром того, система кластеризации должна отвечать принципу «ВИСИ» (взаимоисключающие и совместно исчерпывающие тезисы) или (английская более часто встречающаяся формулировка) принципу MECE (mutually exclusive, collectively exhaustive). Данный принцип предполагает одновременно действующее требование по всеобъемлющему охвату всего поля возможной выборки и требование об однозначности отнесения любого элемента (станка) к тому или иному кластеру (т.е. отсутствие «пересечений» кластеров). Следующий принцип комплексности означает, что собираемая информация для формирования базы знаний для последующей обработки должна относиться к наиболее высокому уровню детализации, чтобы избежать дублирования работ по сбору первичных данных в будущем.
Указанные выше принципы лежат в основе определения последовательности формирования кластеров оборудования, представленной ниже.
На начальном этапе должен быть подготовлен максимально детализированный шаблон сбора информации о станкоинструментальной продукции, используемой в машиностроительной отрасли.
С учетом требования иерархичности шаблон сбора информации должен иметь три уровня: группа оборудования, подгруппа оборудования, индивидуальные параметры. Третий, самый нижний уровень должен иметь индивидуализированный набор данных в зависимости от рассматриваемой группы и подгруппы оборудования.
В дальнейшем определяется целевой уровень детализации анализа для прогнозирования и балансировки спроса и предложения на рынке станкоинструментальной продукции Российской Федерации.
В зависимости от целевого уровня детализации формируется система кластеризации, выступающая управляющим инструментом в системе прогнозирования и балансировки, задающая нужный уровень детализации [3,4].
В исследовании установлены возможные уровни детализации системы кластеризации:
─ укрупненный анализ по группам оборудования (используется только первый уровень) – с целью выявления структурных проблем в станкостроительной отрасли.
─ расширенный анализ по подгруппам оборудования (используются первый и второй уровень) – с целью определения уровня технологического суверенитета станкостроительной отрасли в целом [19].
─ углубленный анализ по отдельному направлению (анализ «2+» – используются первый, второй уровень с отдельными элементами третьего уровня) – с целью построения системы приоритезации отдельных направлений развития станкостроительной отрасли.
─ углубленный анализ по всем параметрам (используются все доступные уровни и вся доступная информация для анализа – с целью определения станков-представителей и последующего анализа, прогнозирования и балансировки рынка комплектующих).
Ретроспективный анализ потребления станкоинструментальной продукции (блок А01)
Схема декомпозиции модуля ретроспективного анализа потребления станкоинструментальной продукции представлена на рисунке 1 и состоит из трех блоков:
─ А011 схема работы системы анализа импорта/экспорта станкоинструментальной продукции;
─ А012 схема работы системы анализа внутреннего производства станкоинструментальной продукции;
─ А013 схема построения ретроспективной динамики потребления станкоинструментальной продукции в РФ.
Методика предполагает обособленную обработку:
─ входящих данных по экспорту/импорту станков, полученную в стандартах ФТС (вход с кодификацией ТНВЭД) с заданным уровнем детализации, сформированным системой кластеризации;
─ входящих данных по внутрироссийскому производству станков (вход с кодификацией ОКПД2) с заданным уровнем детализации, сформированным системой кластеризации;
На выходе из блоков А011 (данные об экспорте/импорте с группировкой по кластерам) и А012 (данные о внутреннем производстве – с группировкой по кластерам) информация направляется для консолидации в блок А013. Результирующая информация блока А013 (консолидированные данные по импорту, экспорту, производству) выступает финальной информацией блока А01.
Система анализа импорта/экспорта станкоинструментальной продукции (блок А011)
Входными данными системы анализа импорта станкоинструментальной продукции является массив данных ФТС по экспортно-импортным операциям за период, определенный, исходя из требований пользователя.
Получаемые данные должны иметь детализацию по следующим измерениям: код ТНВЭД; объем поставки в штуках; стоимость в тыс. долл. США; вес нетто в кг. за 1 единицу; страна происхождения; наименование производителя; товарный знак; дата поставки (детализация не крупнее чем квартал).
Декомпозиция системы приведена на рисунке 2. Основными элементами системы являются блоки преобразования входных данных:
─ блок А0111 - Система преобразования и перегруппировки данных ФТС в базу импорта/экспорта оборудования с разбивкой по кластерам;
─ блок А0112 - Система обработки базы данных экспорта/импорта оборудования с разбивкой по кластерам.
Результатом работы выступает набор обособленных данных как в физическом выражении (в штуках), так и в денежном выражении (в тыс. долл. США), по экспорту, по импорту, с разбивкой по кластерам и наличием признаков стран происхождения.
Рассмотрим порядок работы блока анализа экспорта/импорта (А011):
1) На начальном этапе формируется типовая схема соответствия кодов ТНВЭД, используемых в статистике ФТС и системы кластеров, заданных пользователем в качестве управляющего инструмента детализации глубины анализа и прогнозирования данных.
2) Исходный массив данных, полученный от ФТС, подвергается процессу укрупнения (кластеризации) в соответствии с заданной пользователем схемой кластеризации.
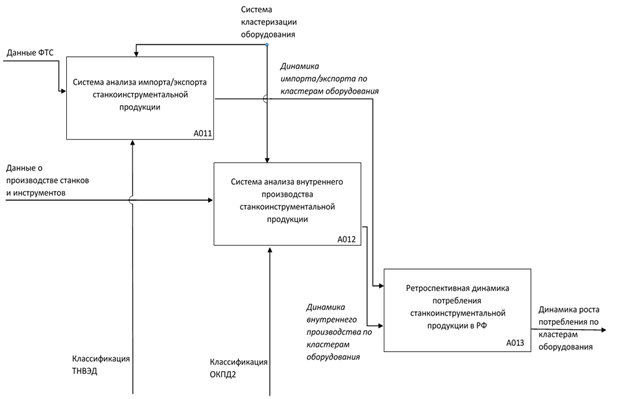
Рисунок 1 ─ Схема ретроспективного анализа потребления станкоинструментальной продукции (декомпозиция А01)(разработана авторами)
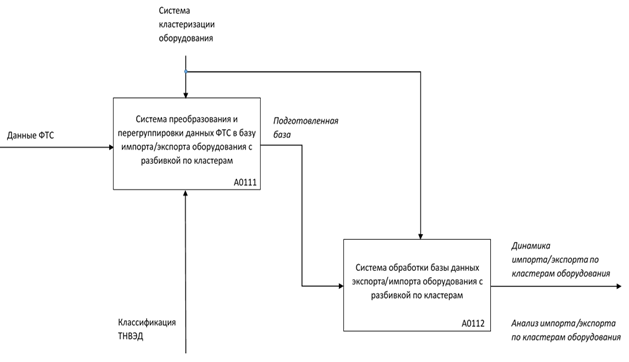
Рисунок 2 ─ Схема работы системы анализа импорта/экспорта станкоинструментальной продукции (декомпозиция А011) (разработано авторами)
3) В случае необходимости (при выявлении неоднозначности трактовки отнесения оборудования к тому или иному кластеру) привлекаются эксперты.
4) На выходе структурированные ретроспективные данные экспорта/импорта оборудования, сгруппированные по кластерам, передаются в блок А013.
Декомпозиция блока А01, описывающая алгоритм проведения ретроспективного анализа потребления станкоинструментальной продукции представлена в виде графической схемы на рисунке 2.
Порядок работы блока анализа экспорта/импорта (А011):
1) На начальном этапе формируется типовая схема соответствия кодов ТНВЭД, используемых в статистике ФТС и системы кластеров, заданных пользователем в качестве управляющего инструмента детализации глубины анализа и прогнозирования данных.
2) Исходный массив данных, полученный от ФТС, подвергается процессу укрупнения (кластеризации) в соответствии с заданной пользователем схемой кластеризации.
3) В случае необходимости (при выявлении неоднозначности трактовки отнесения оборудования к тому или иному кластеру) привлекаются эксперты.
4) На выходе структурированные ретроспективные данные экспорта/импорта оборудования, сгруппированные по кластерам, передаются в блок А013.
Декомпозиция блока А011, описывающая алгоритм работы системы анализа импорта/экспорта станкоинструментальной продукции, представлена в виде графической схемы на рисунке 2.
Система анализа внутреннего производства станкоинструментальной продукции (блок А012)
Входными данными системы анализа внутреннего производства станкоинструментальной продукции выступают данные Госкорпорации «Ростех» о производстве станков и инструментов за период, определенный пользователем, а также индивидуальная информация от предприятий станкоинструментальной отрасли.
Получаемые данные должны иметь детализацию по следующим измерениям: наименование оборудования; код ОКПД2; объем поставленного оборудования в штуках; стоимость поставленного оборудования в млн долл. США; дата поставки (детализация не крупнее чем квартал).
Декомпозиция системы приведена на рисунке 3. Основными элементами системы являются блоки преобразования входных данных: блок А0121 - система консолидации и первичной обработки данных от предприятий станкостроения; блок А0122 - система преобразования и перегруппировки данных о производстве предприятий станкостроения в единую базу с разбивкой по кластерам.
Результатом работы выступает набор обособленных данных как в физическом выражении (в штуках), так и в денежном выражении (в млн долл. США), по внутреннему производству, с разбивкой по кластерам.
Порядок работы блока анализа внутреннего производства продукции (А012):
1) На начальном этапе формируется типовая схема соответствия кодов ОКПД2, используемых в статистике производства отечественного оборудования и системы кластеров, заданных в качестве управляющего инструмента детализации глубины анализа и прогнозирования данных.
2) Исходный массив данных, полученный из системы ГИС «Промышленность» подвергается процессу укрупнения (кластеризации) в соответствии с заданной пользователем схемой кластеризации.

Рисунок 3 ─ Схема работы системы анализа внутреннего производства станкоинструментальной продукции
(декомпозиция А012) (разработано авторами)
3) На начальном этапе формируется типовая схема соответствия кодов ОКПД2, используемых в статистике производства отечественного оборудования и системы кластеров, заданных в качестве управляющего инструмента детализации глубины анализа и прогнозирования данных.
4) Исходный массив данных, полученный из системы ГИС «Промышленность» подвергается процессу укрупнения (кластеризации) в соответствии с заданной пользователем схемой кластеризации.
5) В случае необходимости (при выявлении неоднозначности трактовки отнесения оборудования к тому или иному кластеру) привлекаются эксперты.
6) На выходе структурированные ретроспективные данные по внутреннему производству оборудования, сгруппированные по кластерам, передаются в блок А013.
Ретроспективная динамика потребления станкоинструментальной продукции в РФ (блок А013)
Входными данными системы подготовки данных по общей динамике потребления станкоинструментальной продукции в РФ выступают данные от блоков А011 и А012 – данные по кварталам за период, определенный пользователем по экспорту/импорту и данные о внутреннем производстве соответственно.
Получаемые данные должны иметь детализацию по следующим измерениям: принадлежность к кластеру; объем в штуках; стоимость в млн. долл. США; квартал поставки/приобретения.
Декомпозиция системы приведена на рисунке 4. Основными элементами системы являются блоки преобразования входных данных: блок А0131 – блок консолидации данных; блок А0132 – блок определения потребления станкоинструментальной продукции по годам/кварталам; блок А0133 – блок обработки базы данных по потреблению разбивкой по кластерам.
Результатом работы выступают ретроспективные данные по динамике потребления оборудования, сформированные как в физическом выражении (в штуках), так и в денежном выражении (в млн долл. США), по внутреннему производству, с разбивкой по кластерам.
Рассмотрим порядок работы блока построения ретроспективной динамики потребления станкоинструментальной продукции в РФ (А013):
1) Входными данными для системы построения ретроспективной динамики потребления станкоинструментальной продукции являются структурированные данные по экспорту/импорту, полученные из блока А011, и данные по объемам внутреннего производства, полученные из блока А012. Полученные ряды данных характеризуются единообразной схемой группировки данных, заданных примененной системой кластеризации.
2) Указанные массивы данных с использованием формулы (2) объединяются в единую базу по внутреннему потреблению на территории РФ продукции, сгруппированной в кластеры. В рамках настоящей методики применена гипотеза об отсутствии «работы на склад» со стороны отечественных производителей станков.
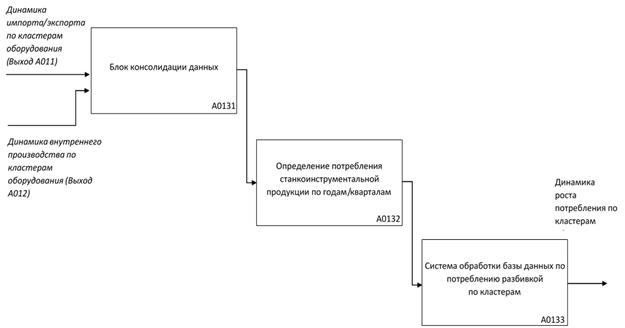
Рисунок 4 ─ Схема построения ретроспективной динамики потребления станкоинструментальной продукции в РФ (декомпозиция А013) (разработано авторами)
3) Указанные массивы данных с использованием формулы (2) объединяются в единую базу по внутреннему потреблению на территории РФ продукции, сгруппированной в кластеры. В рамках настоящей методики применена гипотеза об отсутствии «работы на склад» со стороны отечественных производителей станков.
4) Результирующие ретроспективные данные по динамике потребления станкоинструментальной продукции в РФ, сгруппированные по кластерам, выступают результирующими не только блока А013, но и всего блока А01 (ретроспективный анализ потребления станкоинструментальной продукции). Указанные данные передаются для дальнейшей обработки в блок А02 (система прогнозирования потребления станкоинструментальной продукции).
Система прогнозирования потребления станкоинструментальной продукции (блок А02)
Входными данными системы прогнозирования потребления станкоинструментальной продукции выступают числовые массивы от блока А01 – ретроспективные данные по динамике роста потребления по кластерам оборудования, сформированные как в физическом выражении (в штуках), так и в денежном выражении (в млн. долл. США). Данные имеют информацию по кварталам за период, определенный пользователем.
Получаемые данные должны иметь детализацию по следующим измерениям: принадлежность к кластеру; объем в штуках; стоимость в млн долл. США; квартал поставки/приобретения.
Декомпозиция системы приведена на рисунке 5. Основными элементами системы являются блоки преобразования входных данных: блок А021 – система прогнозирования потребления станкоинструментальной продукции в краткосрочной перспективе (3 года); блок А022 – система прогнозирования потребления станкоинструментальной продукции в среднесрочной перспективе (5-7 лет); блок А023 – система прогнозирования потребления станкоинструментальной продукции в долгосрочной перспективе (>10 лет).
Результатом работы блока выступают прогнозные данные по динамике изменения потребления оборудования, сформированные как в физическом выражении (в штуках), так и в денежном выражении (в млн. долл. США), по внутреннему производству, с разбивкой по кластерам. Прогноз строится как непрерывный ряд с возможной детализацией по краткосрочной, среднесрочной и долгосрочной перспективе.
Система прогнозирования потребления станкоинструментальной продукции в краткосрочной перспективе (3 года) (блок А021)
Входной информацией для системы прогнозирования потребления станкоинструментальной продукции в краткосрочной перспективе выступают структурированные ретроспективные данные с разбивкой по кластерам, полученные из блока А01. В качестве дополнительной информации выступает оперативный прогноз о динамике роста отраслей-потребителей.
Декомпозиция системы приведена на рисунке 6. Основными элементами системы являются блоки преобразования входных данных: блок А0211 - блок экстраполяции данных (в частном случае производится линейная экстраполяция данных, построенная на информации до 2020 года со сдвигом без изменения наклона прогнозной кривой в 2020 году (учет фактора COVID-19), и в 2022 году (учет фактора СВО); блок А0212 - блок формирования поправочных коэффициентов для кластеров оборудования (поправки в соответствии с оперативными прогнозами по динамике роста отраслей-потребителей); блок А0213 - блок экстраполяции на 3-летнюю перспективу (формирование итогового краткосрочного прогноза с учетом поправочных коэффициентов).
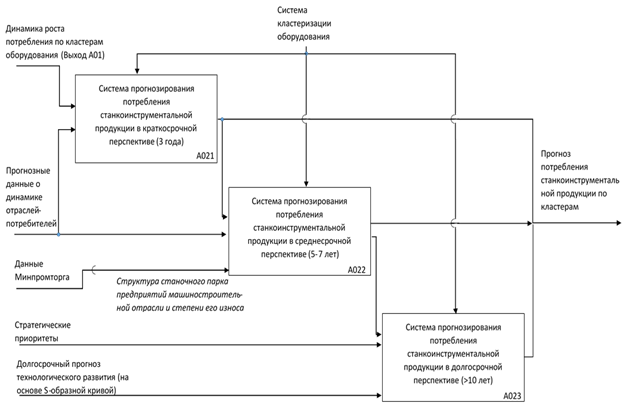
Рисунок 5 ─ Схема работы системы прогнозирования потребления станкоинструментальной продукции (декомпозиция А02) (разработано авторами)
Результатом работы выступает прогноз потребления станкоинструментальной продукции по кластерам (перспектива 3 года), сформированный как в физическом выражении (в штуках), так и в денежном выражении (в млн. долл. США). Порядок работы блока прогнозирования потребления станкоинструментальной продукции в краткосрочной перспективе (А021):
1) Основной входной информацией для системы построения прогноза потребления станкоинструментальной продукции являются структурированные ретроспективные данные по внутреннему потреблению, полученные как результат работы блока А01. Полученные ряды данных характеризуются единообразной схемой группировки данных, заданных примененной системой кластеризации.
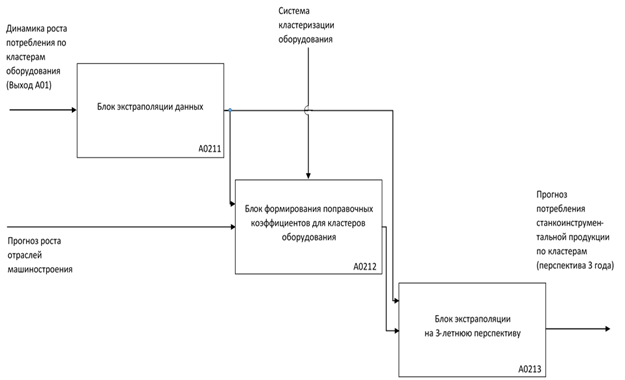
Рисунок 6 ─ Схема работы системы прогнозирования потребления станкоинструментальной продукции в краткосрочной перспективе (3 года) (декомпозиция А021)(разработано авторами)
2) На начальном этапе производится экспертиза входного ряда данных и подбирается схема экстраполяции, наиболее отвечающая имеющимся данным (линейная, квадратичная, бикубическая или иные схемы экстраполяции).
3) На основе рядов данных до 2020 года производится первичная экстраполяция.
4) Учет «нестандартных» годов (2020 год – фактор COVID-19 и 2022 год – фактор начала СВО) производится последовательным смещением экстраполяционной кривой на точки фактических объемов потребления в эти периоды. Смещение производится только по оси ординат без изменения параметров экстраполяционной кривой (в простейшем случае – при линейной экстраполяции – линия смещается параллельно по вертикали без изменения наклона).
5) Учет «восстановительного роста» после «нестандартных» годов (2021 и 2023 годы).
Аналогичная операция применяется и к результатам 2022 года. Сначала производится смещение по оси ординат экстраполяционной кривой (в простейшем случае – для линии производится смещение по вертикали без изменения наклона), а при анализе данных 2023 года выявляется расхождение между фактическими данными и экстраполяцией до 2022 года, которое учитывается в виде поправочных коэффициентов (в случае линейной экстраполяции – корректировка угла наклона).
6) После учета факторов «нестандартных» годов (2020 и 2022 гг.) производится учет неоднородности темпов роста подотраслей машиностроения, являющихся основными потребителями станкоинструментальной продукции.
7) Результирующие прогнозные данные по динамике потребления станкоинструментальной продукции в РФ, сгруппированные по кластерам, выступают в качестве краткосрочного прогноза (на горизонте до 3-х лет) и используются в качестве входных данных для блока А022 (прогнозирования потребления станкоинструментальной продукции в среднесрочной перспективе (5-7 лет).
Система прогнозирования потребления станкоинструментальной продукции в среднесрочной перспективе (5-7 лет) (блок А022)
Входными данными системы прогнозирования потребления станкоинструментальной продукции в среднесрочной перспективе выступают структурированные данные о составе и степени износа станочного парка предприятий машиностроительной отрасли.
Декомпозиция системы приведена на рисунке 7. Основными элементами системы являются:
─ блок А0211 - Блок анализа темпов устаревания оборудования и прогноз потребности в замещении выбывающего оборудования;
─ блок А0222 - Блок согласования прогнозов потребления с данными по замещению (поправочные коэффициенты);
─ блок А0223 - Блок прогнозирования на перспективу 5-7-лет.
Результатом работы выступает среднесрочный прогноз потребления станкоинструментальной продукции по кластерам (перспектива 5-7 лет), сформированный как в физическом выражении (в штуках, в килограммах), так и в денежном выражении (в млн долл. США).
Порядок работы блока прогнозирования потребления станкоинструментальной продукции в среднесрочной перспективе (А022)
Основными входными данными для системы построения среднесрочного прогноза потребления станкоинструментальной продукции является краткосрочный прогноз динамики спроса, полученный в результате работы блока А021.


Среднесрочное прогнозирование должно учитывать краткосрочный прогноз и обеспечить непрерывность сопряжения графиков спроса на кратко- и среднесрочном горизонте.
Продолжение тренда краткосрочного прогноза в среднесрочной перспективе должно корректироваться по следующим аспектам: а) локальная корректировка спроса на отдельный кластер оборудования, обусловленная необходимостью замены изношенного оборудования (проводится на основе анализа данных об уровне текущего износа имеющегося парка станков. Данные получаются из системы ГИС «Промышленность»). Корректировка носит разовый характер и не влияет на долгосрочные тренды;
б) корректировка спроса, учитывающего неравномерную динамику роста отдельных подотраслей машиностроения (производится аналогично алгоритму учета данного аспекта при построении краткосрочного прогноза);
в) корректировка спроса по отдельным кластерам в соответствии с информацией о стратегических приоритетах (приоритеты развития промышленности, утвержденные руководством страны, но еще не нашедшие своего отражения в утвержденных ранее стратегиях развития отдельных подотраслей машиностроения).
На выходе структурированные прогнозные данные по спросу на горизонте кратко- и среднесрочного прогнозирования передаются в блок А023.
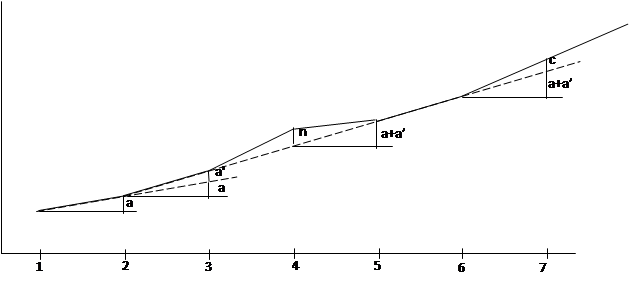
На рисунке 8 представлена иллюстрация построения среднесрочного прогноза потребления отдельного кластера оборудования.
 Потребность в оборудовании
(ден.ед)
Потребность в оборудовании
(ден.ед)
Рисунок 8 ─ Иллюстрация построения среднесрочного прогноза спроса с использованием линейной аппроксимации результатов моделирования краткосрочного спроса (разработано авторами)
Участок 1-2
Элемент краткосрочного прогноза спроса.
Участок 2-3
В случае, если для рассматриваемого кластера имеются данные опережающего/отстающего роста в среднесрочной перспективе по сравнению со всей машиностроительной отраслью, дальнейшее прогнозирование спроса корректируется следующим образом по формуле (1):
у = (а+а`)*х + в (1)
где а – годовые темпы прироста спроса после 2026 года (вычисленный на этапе краткосрочного прогнозирования на Шаге 7 показатель а6);
а` - поправка на опережающие/отстающие темпы роста спроса на отдельные кластеры станкоинструментального оборудования.
в – значение спроса, вычисленное для последнего периода с применением формул краткосрочного прогноза спроса;
х – количество лет от начала линии среднесрочной аппроксимации (последнее наименование периода аппроксимации по краткосрочному прогнозу).
Расчет поправки а` производится по формуле (2):
а` = а * (К – 1) (2)
где К – коэффициент опережения/отставания спроса.
Коэффициент К определяется аналогично описанному ранее алгоритму.
Участок 3-4.
Приводится иллюстрация локальной (разовой) корректировки спроса на отдельный кластер оборудования, обусловленная необходимостью замены изношенного оборудования (проводится на основе анализа данных об уровне текущего износа имеющегося парка станков. Корректировка носит разовый характер ее учет в последующих периодах не производится (не влияет на долгосрочные тренды). Формула расчета (3):
у = (а+а`)*х + в + n (3)
где n – локальная корректировка спроса на рассматриваемый кластер оборудования, обусловленная необходимостью замены изношенного оборудования. Расчет корректировки представляет собой локальное превышение спроса на обновление выбывающего оборудования над усредненными показателями предыдущих периодов.
Участок 5-6
Возврат к динамике роста спроса, сформировавшейся на этапе 2-3. Влияние фактора необходимости замены изношенного оборудования отработано.
Участок 6-7 и далее
Дальнейшая линейное среднесрочное прогнозирование производится по формуле (4):
у = (а+а`+с)*х + в (4)
где а – годовые темпы прироста спроса после 2026 года (вычисленный на этапе краткосрочного прогнозирования на Шаге 7 показатель а6);
а` - поправка на опережающие/отстающие темпы роста спроса на отдельные кластеры станкоинструментального оборудования.
в – значение спроса, вычисленное для последнего модифицируемого периода с применением стратегических поправок;
х – количество лет от последнего модифицируемого периода с применением стратегических поправок.
Прогнозирование на долгосрочном (более 10 лет) горизонте планирования.
В большинстве случаев формула прогнозирования спроса на определенный кластер станкоинструментальной продукции может иметь вид линейной функции (5):
у = а*х +b (5)
где а – годовые темпы прироста спроса, рассчитанные на этапе среднесрочного прогнозирования (в текущем примере коэффициент равен (а+а`+с), определенный на участке прогнозирования 6-7);
b – значение спроса, вычисленное для наиболее позднего периода среднесрочного прогнозирования.
На рисунке 9 представлена иллюстрация построения долгосрочного прогноза потребления отдельного кластера оборудования.
Участок 1-2
Элемент среднесрочного прогноза спроса.
Участок 2-3
В случае, если для рассматриваемого кластера имеются данные опережающего/отстающего роста в долгосрочной перспективе, Участок 2-3
обусловленного анализом трендов научно-технического и технологического развития (при наличии поправочных коэффициентов полученных в результате анализа S-образных кривых жизненного цикла применяемых технологий)
дальнейшая апроксимация спроса корректируется следующей формулой (6):
у = (а+а``)*х + в (6)
где а – годовые темпы прироста спроса в соответствии со среднесрочным прогнозом;
а`` - поправка на опережающие/отстающие темпы роста спроса на отдельные кластеры станкоинструментального оборудования, полученная в результате анализа долгосрочных технологических и технических трендов с применением S-образных кривых жизненного цикла.
в – значение спроса, вычисленное для последнего периода с применением формул среднесрочного прогноза спроса;
х – количество лет от начала линии долгосрочной аппроксимации (последнее наименование периода аппроксимации по среднесрочному прогнозу прогнозу).
Потребность в оборудовании (ден.ед)
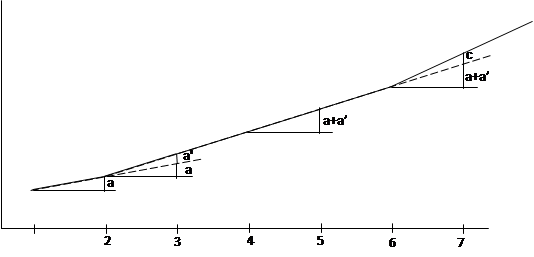
Рисунок 9 ─ Иллюстрация построения долгосрочного прогноза спроса с использованием линейной аппроксимации результатов моделирования среднесрочного спроса (разработано авторами)
Участки 3-6. Сохранение выявленного тренда, учитывающего долгосрочный прогноз на основе анализа трендов с применением S-образных кривых жизненного цикла.
Выводы
Таким образом, проведенные исследования показали, что кластерный подход возможно использовать для балансирования спроса и предложения продукции станкоинструментальной отрасли. Он позволяет учитывать корректировки спроса на отдельный кластер оборудования, обусловленный необходимостью замены изношенного оборудования (проводится на основе анализа данных об уровне текущего износа имеющегося парка станков). Также прогноз можно построить, если для рассматриваемого кластера оборудования имеются данные опережающего/отстающего роста в долгосрочной перспективе, обусловленного анализом трендов научно-технического и технологического развития (при наличии поправочных коэффициентов полученных в результате анализа S-образных кривых жизненного цикла применяемых технологий).
Страница обновлена: 13.07.2026 в 06:23:49
Download PDF | Downloads: 34
Sistema klasterizatsii oborudovaniya v prognozirovanii potrebnosti predpriyatiy mashinostroeniya Rossii v metallorezhushchem i kuznechno-pressovom oborudovanii
Elenev K.S., Malkova T.B., Kudryashov S.A.Journal paper
Journal of Economics, Entrepreneurship and Law
Volume 14, Number 4 (April 2024)