Подходы к кластеризации металлорежущего и кузнечно-прессового оборудования предприятий машиностроения России
Еленев К.С.1![]() , Малкова Т.Б.1
, Малкова Т.Б.1![]() , Еленева Ю.Я.1
, Еленева Ю.Я.1![]() , Кудряшов С.А.2
, Кудряшов С.А.2
1 Московский государственный технологический университет «СТАНКИН», ,
2 Московский государственный технологический университет «Станкин», ,
Скачать PDF | Загрузок: 53
Статья в журнале
Экономика, предпринимательство и право (РИНЦ, ВАК)
опубликовать статью | оформить подписку
Том 14, Номер 5 (Май 2024)
Эта статья проиндексирована РИНЦ, см. https://elibrary.ru/item.asp?id=67918282
Аннотация:
В рамках исследования были решены задачи кластеризации в металлорежущем и кузнечно-прессовом оборудовании для машиностроения страны. Для принятия обоснованных управленческих решений по вопросам обновления парка, при реконструкции существующих и освоении новых производств, определения загруженности производственных мощностей и оценки эффективности закупаемого оборудования требуется проведение анализа технологического оборудования предприятия и, в частности, металлорежущего и кузнечнопрессового оборудования. Начальным этапом реализации разработанной методики формирования перечня основных показателей назначения металлорежущего и кузнечнопрессового оборудования, с целью выявления основных технических характеристик, является сбор, структуризация и анализ статистических данных импортируемого и производимого в Российской Федерации металлообрабатывающего и кузнечнопрессового оборудования.. Методика формирования перечня основных показателей назначения металлорежущего и кузнечнопрессового оборудования определяет содержание и порядок отбора технических характеристик (показателей назначения) металлообрабатывающего и кузнечнопрессового оборудования в целях унификации данных, позволяющих проводить анализ импортируемого и производимого в Российской Федерации металлорежущего и кузнечнопрессового оборудования
Ключевые слова: клластеризация оборудования, кузнечно-прессовое оборудование, массив данных, металлообрабатывающее оборудование, инновации, станкоинструментальная отрасль, спрос на продукцию, методический подход кластеризации оборудования для машиностроительной отрасли
JEL-классификация: C38, L60, L70
Введение
Актуальность исследования связана прежде всего с тем, что в ходе научно-технологического развития в России и зарубежных странах создаются новые типы высокотехнологичных энергоэффективных, точных станков, оснащенных современными комплектующими, позволяющие повышать технологические возможности производимого оборудования, деталей и сборочных единиц, но не охваченные существующими справочными системами.
Парк технологического оборудования предприятий машиностроения нуждается в постоянном контроле и анализе для определения его состояния, работоспособности, оценки его возрастной структуры и составления прогноза по его дальнейшему использованию, ремонтопригодности, степени загрузки, степени автоматизации, наличию уникального оборудования, определению доли прогрессивного оборудования в общем объеме парка оборудования.
Для принятия обоснованных управленческих решений по вопросам обновления парка, при реконструкции существующих и освоении новых производств, определения загруженности производственных мощностей и оценки эффективности закупаемого оборудования требуется проведение анализа технологического оборудования предприятия и, в частности, металлорежущего и кузнечнопрессового оборудования.
Вопросам развития станкоинструментальной отрасли посвящены труды таких ученых Н.В. Романова [8], А.А. Афанасьева [5], В.В. Серебрянного [6], А.Ю. Пак [10], А. А. Коробач [3] и других. Но фокус внимания перечисленных ученых не затрагивал проблемы кластеризации оборудования станкоинструментальной отрасли.
При разработке методического подхода использовались методы системного анализа и организационного проектирования, методы организации и проведения мониторинговых исследований, методы анализа нормативно-правовой базы.
Целью исследования являлось разработка методического подхода к кластеризации продукции станкоинструментальной отрасли, сбор, структуризация и анализ статистических данных импортируемого и производимого в Российскую Федерацию металлообрабатывающего и кузнечнопрессового оборудования. По результатам сбора, структуризации и анализа данных должен быть сформирован массив данных для дальнейшего анализа.
Научной новизной к кластеризации импортируемого и производимого в Российскую Федерацию металлообрабатывающего и кузнечнопрессового оборудования. балансом и исследованием тенденций технологического развития станкоинструментальной отрасли на основе механизмов кластеризации оборудования и его приоритезации с позиции потребности обеспечения технологического суверенитета государства.
Анализ приведенных показателей назначения, как с сайтов самих производителей, так и показателей с сайтов ассоциаций, показал, что они идентичны по своему составу. Для удобства использования этих данных при анализе, их целесообразно разделить на уровни детализации (блоки-кластеры):
· блок идентификации станка (вид технологического процесса, подгруппа оборудования для данного технологического процесса),
· блок основных показателей,
· блок специализированных показателей назначения.
Каждый производитель станкоинструментальной продукции, приводит на своих сайтах и в проспектах технические характеристики (показатели назначения), исходит из типа рассматриваемого технического оборудования. Сам набор конкретных приводимых показателей у каждой компании индивидуален, но при этом отображает необходимые данные по максимальным габаритам обрабатываемого изделия, скоростным и силовым характеристикам оборудования, технологическим возможностям и автоматизации.
Сложившаяся в последние годы экономическая и политическая ситуация в России вызвала необходимость в росте качества и повышении конкурентоспособности отечественной продукции, выпускаемой предприятиями РФ. Для решения этой задачи необходимо применение прогрессивных технологий. На сегодняшний момент реализовать эти задачи не позволяет, главным образом, устаревшая как физически, так и морально производственная база предприятий. А это в свою очередь ведет к низкой производительности, высоким расходам на материалы и электроэнергию, а также к большей зависимости от человеческого фактора. Все эти факторы негативно сказываются на конкурентоспособности и качестве выпускаемой продукции.
Используя поддержку государства и собственные средства, предприятия РФ приобретают станки различных типоразмеров и групп зарубежного и отечественного производства: универсальные, оснащённые УЦИ, системами ЧПУ, станки для 3-, 5-осевой обработки, а также оснастку, расширяющую технологические возможности оборудования с системами активного контроля и измерения готового изделия на станке.
Начальным этапом реализации разработанной методики формирования перечня основных показателей назначения металлорежущего и кузнечнопрессового оборудования, с целью выявления основных технических характеристик, является сбор, структуризация и анализ статистических данных импортируемого и производимого в Российской Федерации металлообрабатывающего и кузнечнопрессового оборудования (далее – Перечень) за период не менее 2 лет, предшествующих году, в котором производится анализ. По результатам сбора, структуризации и анализа данных должен быть сформирован массив данных для дальнейшего анализа.
Структуризация массива производится по следующим критериям: (разработано авторами)
- деление оборудования по типам технологических процессов (группам);
- деление оборудования по особенностям технологических операций внутри групп (подгруппам);
- наиболее часто упоминаемые характеристики по группам и подгруппам оборудования (технические, эксплуатационные, экономические производственные и прочие).
В соответствии с [22], методика – это «фиксированная совокупность» приемов практической деятельности, приводящей к заранее определенному результату. В научном познании методика играет важную роль в эмпирическом исследовании (наблюдении и эксперименте)». В отличие от метода в задачи методики не входит теоретическое обоснование полученного результата, она концентрируется на технической стороне эксперимента и на регламентации действий исследователя. Методическая корректность исследования обеспечивает воспроизводимость результата исследования, возможность его контроля и проверки [1].
Методика формирования перечня основных показателей назначения металлорежущего и кузнечнопрессового оборудования определяет содержание и порядок отбора технических характеристик (показателей назначения) металлообрабатывающего и кузнечнопрессового оборудования в целях унификации данных, позволяющих проводить анализ импортируемого и производимого в Российской Федерации металлорежущего и кузнечнопрессового оборудования (рисунок 1).
Для выбора основных технических характеристик в отношении металлообрабатывающего и кузнечнопрессового оборудования необходимо выполнить:
1) проведение анализа данных в каталожной и технической документации по импортированному и изготовленному в РФ металлообрабатывающему и кузнечнопрессовому оборудованию на предмет определения показателей назначения, позволяющих проводить анализ аналогичного или сходного по показателям назначения оборудования;
2) проведение анализа данных в каталожной и технической документации металлообрабатывающего и кузнечнопрессового оборудования в отношении показателей назначения технических характеристик по подгруппам для металлообрабатывающего кузнечнопрессового оборудования в соответствии с таблицей 1;
Низкий процент заполняемости отдельных показателей назначения объясняется, в том числе, отсутствием информации у заказчиков, но это не должно служить основанием для не включения этих показателей в перечень показателей назначения рассматриваемого оборудования. Вопрос включения этих показателей в технические характеристики решается экспертным методом при проведении анализа оборудования.
3) проведение анализа данных нормативно-технической документации (ГОСТ, ОСТ) на металлообрабатывающее и кузнечнопрессовое оборудование на предмет определения показателей назначения;
4) проведение анализа данных в каталожной и технической документации по импортированному и изготовленному в РФ металлообрабатывающему и кузнечнопрессовому оборудованию на предмет определения показателей назначения, позволяющих проводить анализ аналогичного или сходного по показателям назначения оборудования;
5) проведение анализа данных в каталожной и технической документации металлообрабатывающего и кузнечнопрессового оборудования в отношении показателей назначения технических характеристик по подгруппам для металлообрабатывающего кузнечнопрессового оборудования;
Низкий процент заполняемости отдельных показателей назначения объясняется, в том числе, отсутствием информации у заказчиков, но это не должно служить основанием для не включения этих показателей в перечень показателей назначения рассматриваемого оборудования. Вопрос включения этих показателей в технические характеристики решается экспертным методом при проведении анализа оборудования в соответствии с таблицей 1.
6)проведение анализа данных нормативно-технической документации (ГОСТ, ОСТ) на металлообрабатывающее и кузнечнопрессовое оборудование на предмет определения показателей назначения;
7)проведение анализа научно-методической и технической литературы по металлообрабатывающему и кузнечнопрессовому оборудованию на предмет определения показателей назначения, позволяющих проводить подбор аналогичного или сходного по показателям назначения оборудования,
8)проведение анализа источников в сети интернет, касающихся металлообрабатывающего и кузнечнопрессового оборудования.
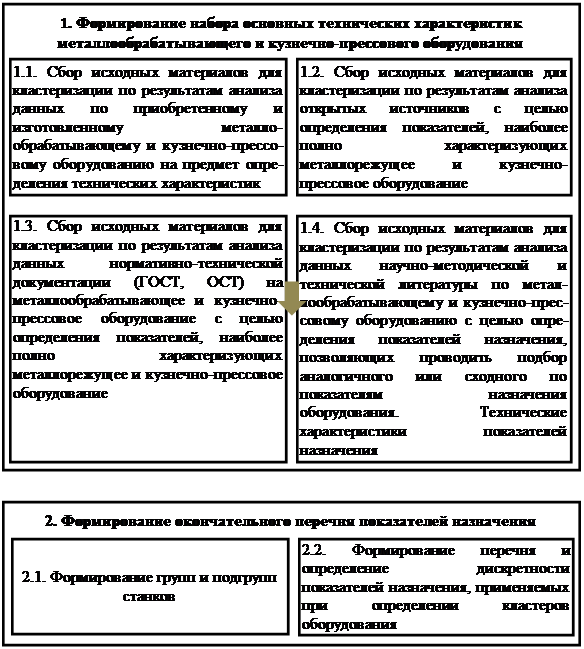
Рисунок 1. Методика формирования перечня основных показателей назначения металлорежущего и кузнечнопрессового оборудования (Разработано авторами)
В таблице 1 представлены по показатели назначения технических характеристик для МО и КПО.
Таблица 1. Показатели назначения технических характеристик для МО и КПО (разработано авторами)
|
№
п/п
|
Показатель
назначения
|
Применимость
для МО
|
Применимость
для КПО
|
|
1
|
Максимальные габариты
детали, максимальные размеры рабочей зоны или максимальные перемещения
|
+
|
+
|
|
2
|
Мощностные
характеристики оборудования
|
+
|
+
|
|
3
|
Точностные
характеристики
|
+
|
-
|
|
4
|
Информация об
инструменте
|
+
|
+
|
|
5
|
Габариты и масса
станка
|
+
|
+
|
|
6
|
Информация о системе
ЧПУ
|
+
|
+
|
|
7
|
Силовые
характеристики
|
-
|
+
|
Исходными данными для проведения работ являются:
- массив данных металлообрабатывающего и кузнечнопрессового оборудования, импортированного в Российскую Федерацию;
- массив данных металлообрабатывающего и кузнечнопрессового оборудования, произведенного в Российской Федерации;
- ГОСТы, ОСТы, классификаторы, методическая и техническая литература по металлообрабатывающему и кузнечнопрессовому оборудованию;
- источники в сети интернет, касающиеся металлообрабатывающего и кузнечнопрессового оборудования.
На основе проведенного анализа показатели назначения были сведены в единую таблицу для удобства пользования и дальнейшего анализа. Особые показатели назначения, выделяемые пользователем при заказе отдельного металлорежущего оборудования отражены в таблицах 2-4.
|
Таблица 2 – Особые
показатели назначения, выделяемые пользователем при заказе некоторых видов
токарных станков (разработано авторами)
| |||
|
№ п/п
|
Группа характеристик
|
Токарный винторезный
станок
|
Токарный автомат
продольного точения с ЧПУ
|
|
1
|
Характеристики габаритов и передвижений
|
Наибольший диаметр токарной обработки
|
Максимальный размер заготовки в шпинделе
|
|
Наибольший
просвет над суппортом?
| |||
|
Наибольший просвет над станиной
|
Максимальный размер заготовки в противошпинделе
| ||
|
Высота
центров над суппортом
| |||
|
Высота центров над станиной
|
Максимальная длина обработки
| ||
|
Максимальная длина токарной обработки
| |||
|
2
|
Скоростные и мощностные характеристики
|
Мощность шпинделя
|
Минимальная/максимальная частота вращения шпинделя
|
|
Максимальный крутящий момент шпинделя
| |||
|
Максимальное/минимальное число оборотов шпинделя
|
Минимальная/максимальная частота вращения противошпинделя
| ||
|
Диаметр отверстия шпинделя
| |||
|
Тип тормоза шпинделя
| |||
|
3
|
Точностные характеристики
|
Постоянство диаметра в продольном сечении, в центрах
|
|
|
Круглость валика, в центрах
| |||
|
Плоскостность торцевой поверхности
| |||
|
Шероховатость, обработанных на станке поверхностей образцов при
продольном и торцевом шлифовании
| |||
|
4
|
Данные об инструменте
|
|
Максимальный размер инструмента в револьверной головке
|
|
|
Количество интрумента в револьверной головке
| ||
|
5
|
Характеристики системы управления
|
Наличие системы ЧПУ
|
Модель системы ЧПУ
|
|
6
|
Опции
|
-
|
-
|
|
Таблица 3 – Особые показатели назначения, выделяемые
пользователем при заказе некоторых видов фрезерных станков (разработано
авторами)
| |||
|
№ п/п
|
Группа характеристик
|
Универсальный фрезерный с
ЧПУ
|
Широкоуниверсальный фрезерный станок
|
|
1
|
Характеристики габаритов и передвижений
|
Размер
рабочей зоны (X,Y,Z)
|
Максимальные
перемещения по осям Х,Y,Z
|
|
Максимальная
допустимая нагрузка на стол
| |||
|
2
|
Скоростные и мощностные характеристики
|
Мощность
двигателей включая двигатели универсальных фрезерных головок
|
Минимальная/максимальная
скорость рабочих перемещений
|
|
Минимальная/максимальная
скорость ускоренных перемещений
| |||
|
Минимальная/максимальная частота вращения вертикального шпинделя
| |||
|
число оборотов, 1/мин
|
Минимальная/максимальная частота вращения горизонтального
шпинделя
| ||
|
Размер конуса шпинделя
| |||
|
3
|
Точностные характеристики
|
Тип измерительная системы
|
|
|
4
|
Характеристики системы управления
|
Модель системы ЧПУ
|
|
|
5
|
Данные об инструменте
|
Магазин смены инструмента: цепной
|
|
|
6
|
Опции
|
Управляемый ЧПУ поворотный стол
|
Технологический ход пиноли, (подача от рукоятки против часовой
стрелки)
|
|
Тип системы измерения инструмента
| |||
|
Объем бака СОЖ
| |||
|
Две ступени давления для устройства подачи СОЖ через инструмент
|
Диапазон поворота вертикальной фрезерной головки
| ||
|
Пистолет для СОЖ с насосом 1бар/40л/мин
| |||
|
Устройство удаления масляного тумана с механическим фильтром
1600мi/час
| |||
|
Таблица 4 – Особые показатели назначения, выделяемые
пользователем при заказе некоторых видов прочих станков
(разработано авторами)
| ||||
|
№ п/п
|
Группа характеристик
|
Сверлильно-фрезерно-расточный
|
Зубофрезерный станок
|
Круглошлифоваль-ный станок
с ЧПУ
|
|
1
|
Характеристики габаритов и передвижений
|
Максимальный размер заготовки (Д, Ш, В)
|
Макс.перемещение
фрезерного суппорта по координатам
|
Максимальные размеры
заготовки
|
|
Максимальная масса заготовки
| ||||
|
Размеры рабочей поверхности стола (Х,Y)
|
Макс.диаметр обработки
зубчатого венца
| |||
|
Максимальная допустимая нагрузка на стол
| ||||
|
2
|
Скоростные и мощностные характеристики
|
Минимальная/макс-имальная скорость рабочих перемещений
|
Минимальная/мак-симальная частота вращения шпинделя
|
|
|
Тип электропривода
| ||||
|
Мощность электрошпинделя
| ||||
|
Максимальный крутящий момент электрошпинделя
|
Потребляемая мощность
| |||
|
Минимальная/мак-симальная частота вращения шпинделя
| ||||
|
3
|
Точностные характеристики
|
|
|
Шероховатость обработанных поверхностей (Ra)
|
|
Максимальная
погрешность обработки (некруглость на диаметре от 1 до 200 мм при обработке в патроне)
| ||||
|
Максимальная погрешность
обработки (Цилиндричность на длине)
| ||||
|
4
|
Характеристики системы
управления
|
Модель системы ЧПУ
|
Модель системы ЧПУ
|
Модель системы ЧПУ
|
|
5
|
Данные об инструменте
|
|
|
|
|
6
|
Опции
|
|
|
|
Сравнение особых показателей назначения показывает наличие технических характеристик, описывающих схожие параметры металлообрабатывающего и кузнечнопрессового оборудования. Как видно из таблиц 2-4, по 10 подгруппам разных групп. Из таблиц видно, что основное внимание уделяется габаритам заготовки (или размеру рабочей зоны и мощностным характеристикам оборудования), а также наличию и модели системы ЧПУ. Также указываются габаритные размеры станка.
В результате проведенного анализа выбраны показатели назначения, которые позволят проводить анализ аналогичного и сходного по показателям назначения оборудования.
Далее, в соответствии с разработанной методикой, сформируем окончательный перечень показателей назначения, для последующего анализа технических характеристик металлообрабатывающего и кузнечнопрессового оборудования.
Из анализа паспортов, технологической документации на оборудование, технологических процессов проанализирована применимость показателей назначения (см. таблицу 5) и принято экспертное решение рассматривать показатели назначения, имеющие применимость 50% и выше. Вся номенклатура показателей качества разбивается на следующие группы:
- показатели назначения;
- показатели надежности;
- показатели экономного использования материалов и электроэнергии;
- эргонометрические показатели;
- показатели технологические;
- показатели стандартизации и унификации;
- показатели патентно-правовые;
- показатели безопасности.
Суммируя результаты анализа, делаем вывод, что для анализа технических характеристик наиболее полно подходит номенклатура показателей, изложенных в стандартах [1] и [2]. Этот вывод подтверждается тем фактом, что показатели предлагаемого анализа, описанные в предыдущих разделах настоящего отчета, не противоречат указанным стандартам и используются разработчиками и изготовителями оборудования в России. Общие показатели назначения, необходимые для идентификации технических характеристик для МО приведен ниже в таблице 6.
Таблица 5 – Общие показатели назначения для МО (разработано авторами)
|
№
п/п
|
Показатели назначения для
металлообрабатывающего оборудования
|
|
1
|
Предельные
размеры устанавливаемой заготовки (в люнете, в патроне, над суппортом, над
станиной, над столом и т.д.), мм
|
|
2
|
Наибольшая
масса устанавливаемой заготовки (с учетом массы закрепляющих элементов при
обработке с люнетом и т.д.), кг
|
|
3
|
Наибольшие
размеры инструмента, устанавливаемого на станке (фрезы, ленты, пилы и др.),
мм
|
|
5
|
Наличие
накопителей инструмента
|
|
6
|
Наибольшее
перемещение рабочих органов станка с инструментом или заготовкой, мм
|
|
7
|
Дискретность
задания перемещений, мкм
|
|
8
|
Точность
позиционирования, мкм
|
|
9
|
Количество
управляемых осей координат
|
|
10
|
Количество
одновременно управляемых осей координат
|
|
11
|
Пределы
частот вращения стола (шпинделя); об/мин
|
|
12
|
Пределы
скоростей быстрых (установочных) перемещений стола, ползуна, суппорта,
салазок, шпинделя и др., мм/мин
|
|
13
|
Наибольший
крутящий момент на шпинделе (планшайбе), кНм
|
|
14
|
Мощность
привода главного движения, кВт
|
|
15
|
Габаритные
размеры станка (вместе с отдельно расположенными агрегатами и
электрооборудованием):
|
|
16
|
Масса
станка (вместе с отдельно расположенными агрегатами и электрооборудованием),
кг
|
|
17
|
Средства
автоматизации (Система ЧПУ)
|
В результате проведенного анализа научно-методической и технической литературы были рассмотрены и проанализированы следующие классификаторы:
- Общероссийский классификатор продукции по видам экономической деятельности ОК 034-2014 (КПЕС 2008),
- Общероссийский классификатор основных фондов ОКОФ ОК 013-2014,
- Типовой классификатор основных фондов для установления единых норм амортизационных отчислений,
- Классификатор "Товарная номенклатура внешнеэкономической деятельности Содружества независимых государств" (ТН ВЭД),
- Отраслевой классификатор металлорежущих станков,
- «Типаж металлорежущих станков на 1986 – 1990 годы» Минстанкопрома СССР,
- «Типаж металлорежущих станков на 1991 – 1995 гг.» Минстанкопрома СССР,
- «Типаж кузнечнопрессового оборудование. 1991-1995. Часть 1, Часть 2» Минстанкопрома СССР,
- частные, отраслевые каталожные и другие классификаторы, применяемые в различных номенклатурных каталогах, каталогах-справочниках и каталогах-прейскурантах на отдельные виды машин и оборудования.
Исходя из проведенного анализа, принято решение разделить показатели назначения, применяемые в справочнике, на блоки-кластеры:(разработано авторами)
1) базовые технические характеристики оборудования включают минимальный набор характеристик, по которым можно оценить принципиальную возможность выполнить заданный технологический процесс (размеры обрабатываемой детали и рабочей зоны, величины и скорости перемещения основных узлов оборудования, достижимую точность обработки и т.п.)
2) специальные технические характеристики, включают характеристики, определяющие уровень технологических возможностей оборудования в части повышения его точности и производительности:
- существенные конструктивные особенности оборудования, повышающие производительность и точность обрабатывающего оборудования (например, путем осуществления нескольких технологических процессов без переустановки изделия на базовых поверхностях оборудования, повышения скоростных режимов с интенсификацией охлаждения зоны обработки и т.п.),
- наличие ручной системы управления и системы ЧПУ,
- наличие автоматической системы смены инструмента и заготовок,
- наличие встроенной системы активного контроля.
Специальные технические характеристики могут содержать отдельные технические параметры, которые равнозначно могут рассматриваться как базовые (в случае отсутствия свободных ячеек в зоне размещения основных базовых характеристик).
Таблица 7 – Сводная таблица по показателям назначения металлообрабатывающего оборудования, отобранным по результатам анализа (разработано авторами)
|
№ п/п
|
Раздел
отчета 1.1
|
Раздел
отчета 1.2
|
Раздел
отчета 1.3
|
Раздел
отчета 1.4
| |
|
1
|
Характеристики
габаритов и передвижений
|
Предельные
размеры устанавливаемой заготовки (в люнете, в патроне, над суппортом, над
станиной, над столом и т.д.), мм
|
Предельные
размеры устанавливаемой заготовки (в люнете, в патроне, над суппортом, над
станиной, над столом и т.д.), мм
|
Максимальные
габариты заготовки, габариты стола или максимальное пространство рабочей
зоны, мм
| |
|
Наибольшее
перемещение рабочих органов станка с инструментом или заготовкой, мм
|
Наибольшее
перемещение рабочих органов станка с инструментом или заготовкой, мм
|
| |||
|
2
|
Скоростные
и мощностные характеристики
|
Мощность
привода главного движения, кВт
|
Мощность
привода главного движения либо суммарная мощность всех двигателей,
расположенных на станине, кВт
|
Наибольшая
потребляемая мощность станка, кВА
| |
|
Наибольший
крутящий момент на шпинделе (планшайбе), кНм
|
Наибольший
крутящий момент на шпинделе (планшайбе), кНм
|
| |||
|
Пределы частот
вращения стола (шпинделя); об/мин
|
Пределы частот
вращения стола (шпинделя); об/мин
|
Максимальная
частота вращения шпинделя
| |||
|
3
|
Точностные
характеристики
|
Дискретность
задания перемещений, мкм
|
Дискретность
задания перемещений, мкм
|
Класс
точности, точностные характеристики станка (чаще всего дискрета перемещений,
либо точность позиционирования), мм
| |
|
Точность
позиционирования, мкм
|
Точность
позиционирования, мкм
| ||||
|
4
|
Характеристики
системы управления
|
Средства
автоматизации (Система ЧПУ)
|
Средства
автоматизации (Система ЧПУ)
|
Наличие
и тип системы ЧПУ
| |
|
Количество
управляемых осей координат
|
Количество
управляемых осей координат
| ||||
|
Количество
одновременно управляемых осей координат
|
Количество
одновременно управляемых осей координат
| ||||
|
5
|
Информация об
инструменте
|
Наличие
накопителей инструмента
|
Наличие
накопителей инструмента
|
Конус
в шпинделе, мм
| |
|
Наибольшие
размеры инструмента, устанавливаемого на станке (фрезы, ленты, пилы и др.),
мм
|
Наибольшие
размеры инструмента, устанавливаемого на станке (фрезы, ленты, пилы и др.),
мм
| ||||
|
6
|
Габариты и
масса станка
|
Габаритные
размеры станка (вместе с отдельно расположенными агрегатами и
электрооборудованием):
|
Габаритные
размеры станка (вместе с отдельно расположенными агрегатами и
электрооборудованием):
|
Габариты
станка, мм
|
Таблица 8 – Сводная таблица по показателям назначения кузнечнопрессового оборудования, отобранным по результатам анализа (разработано авторами)
|
№ п/п
|
Раздел
отчета 1.1
|
Раздел
отчета 1.2
|
Раздел
отчета 1.3
|
Раздел
отчета 1.4
| ||
|
Гильотинные
ножницы
|
Листогибочные
станки
|
Пресса
| ||||
|
1
|
Максимальные
габариты детали, максимальные размеры рабочей зоны или максимальные
перемещения
|
Наибольшая
толщина отрезаемого металла, мм
|
Размеры стола,
ползуна, мм
|
Размер
стола, мм
|
Высота
рабочей зоны в свету, мм
|
Максимальные
габариты детали или максимальное пространство рабочей зоны
|
|
Размеры
отрезаемого металла, мм
|
Размеры
обрабатываемого материала, изделия, мм
|
Наибольшее
расстояние между столом и ползуном в его нижнем положении при верхнем
положении регулировки в наибольшем ходе ползуна, мм
|
Максимальные
габариты заготовки, мм
|
Величины
допустимых перемещений по осям
| ||
|
Ход
исполнительного механизма, ползуна, мм
|
Ход
исполнительного механизма, ползуна, мм
| |||||
|
Расстояние от
уровня пола до верхней кромки ножа, мм
|
Расстояние от
оси ползуна до станины (вылет), мм
| |||||
|
Расстояние
между стойками в свету, мм
|
Размеры стола,
ползуна, мм
|
Расстояние
от зеркала нижнего бойка до уровня пола, мм,
| ||||
|
2
|
Скоростные,
мощностные и силовые характеристики
|
Наибольшее
усилие прижима, кН
|
Номинальное
усилие, кН
|
Номинальное
усилие, кН
|
Номинальная
масса падающей части, кг
|
Максимальное
усилие исполнительного механизма, кН
|
|
Мощность
главного привода, кВт
|
Мощность
главного привода, кВт
|
Мощность
главного привода, кВт
|
Наибольшая
потребляемая мощность, кВА
|
Мощность
двигателя главного движения, либо суммарная мощность всех двигателей,
расположенных на станине
| ||
|
Частота ходов
ножа
|
|
Частота ходов
исполнительного механизма, ползуна, мин
|
|
| ||
|
3
|
Информация о
системе ЧПУ
|
Тип числового
программного управления (ЧПУ)
|
Тип числового
программного управления (ЧПУ)
|
Тип числового
программного управления (ЧПУ)
|
Наличие
и тип системы ЧПУ
|
Наличие
и тип систем ЧПУ
|
|
4
|
Данные об
инструменте
|
Угол наклона
подвижного ножа, град.
|
|
|
|
Наличие
и вместимость магазина сменного инструмента
|
|
5
|
Габариты
станка, мм
|
Габаритные
размеры, мм
|
Габаритные
размеры КПМ, мм
|
Габаритные
размеры КПМ, мм
|
Габариты
станка, мм
|
Габаритные
размеры оборудования, мм
|
|
6
|
Опции
|
|
|
|
|
Наличие
робота и других приспособлений, расширяющих технологические возможности
станка
|
|
№ п/п
|
Группа станков
|
Подгруппы оборудования
|
|
1
|
Токарные
|
Станки токарно-револьверные
Станки токарно-винторезные Станки лоботокарные Станки токарно-карусельные Станки токарно-фрезерные многоцелевые Станки токарные вертикальные Токарные автоматы и полуавтоматы Станки токарные прочие |
|
2
|
Фрезерные
|
Станки фрезерные консольные
Станки вертикально-фрезерные Станки горизонтально-фрезерные Станки продольно-фрезерные Станки фрезерные многоцелевые Станки фрезерные гравировальные Фрезерные автоматы и полуавтоматы Станки фрезерные прочие |
|
3
|
Сверлильно-расточные
|
Станки настольно- и
вертикально-сверлильные
Станки горизонтально-сверлильные Станки радиально- и координатно-сверлильные Станки глубокого сверления Станки сверлильные полуавтоматы одношпиндельные Станки сверлильные полуавтоматы многошпиндельные Станки горизонтально-расточные Станки координатно-расточные Станки алмазно-расточные Станки сверлильные прочие |
|
4
|
Станки для обработки металла путём
удаления материала с помощью ЭФХМО
|
Лазерные станки
Электроэрозионные проволочные, копировально-прошивные, супер-дрели Станки для плазменной резки Станки электрохимические Станки ультразвуковые Станки для гидроабразивной резки Станки электрофизические прочие |
|
5
|
Зубообрабатывающие
|
Станки зубодолбежные для
цилиндрических колес
Станки зубофрезерные для цилиндрических колес и шлицевых валов Станки зуборезные для конических колес Станки зубоотделочные и контрольно-обкатные Станки зубо- и резьбо- шлифовальные Станки для обработки торцев зубьев Станки зубообрабатывающие прочие |
|
6
|
Шлифовальные и полировальные
|
Станки круглошлифовальные
Станки плоско-шлифовальные Станки бесцентрово-шлифовальные Станки внутри-шлифовальные Станки продольно-шлифовальные Станки заточные и обдирочно-шлифовальные Станки многоцелевые шлифовальные в том числе инструментальные заточные Станки притирочные, полировальные, хонинговальные и доводочные Станки шлифовальные прочие |
|
7
|
Строгальные, долбёжные, протяжные
|
Станки продольно-строгальные
Станки поперечно-строгальные Станки кромкострогальные Станки долбежные Станки вертикально-протяжные Станки горизонтально-протяжные Станки специальные для непрерывного протягивания Протяжные станки прочие |
|
8
|
Струйные гидроабразивные
|
Станки гидроабразивной резки
портальные
Станки гидроабразивной резки консольные Станки гидроабразивные прочие |
|
№ п/п
|
Группа оборудования
|
Подгруппы оборудования
|
|
1
|
Свободной ковки
|
Молоты паровоздушные арочного типа
Молоты паровоздушные мостового типа Молоты ковочные пневматические Прессы ковочные пневматические Прессы ковочные гидравлические Машины свободной ковки прочие |
|
2
|
Радиальной ковки
|
Машины радиально-ковочные
Машины радиально-обжимные Машины ротационно-ковочные |
|
3
|
Штампы
|
Молоты штамповочные паровоздушные
Молоты штамповочные пневматические Горизонтально-ковочные машины Прессы кривошипные горячештамповочные Прессы гидравлические для горячей объемной штамповки Машины пробивные Машины вырубные Машины штамповочные прочие (в т.ч. импульсные и изотермические) |
|
4
|
Машины прокатки, накатки, раскатки
|
Установки для торцевой раскатки
поковок
Станы для прокатки зубчатых колес Станы для прокатки звездочек Машины для прокатки прочие |
|
5
|
Оборудование для вальцовки
|
Вальцы ковочные консольные
Вальцы валково-клиновые Вальцы прочие |
|
6
|
Машины роликовой гибки и правки
|
Машины сортогибочные роликовые
Машины трубогибочные с механическим приводом Машины трубогибочные с гидравлическим приводом Машины многовалковые Пресса правильные Машины гибочные прочие (в т.ч. гибридные) |
|
7
|
Листовой гибки и рубки
|
Прессы листогибочные кривошипные
Прессы листогибочные гидравлические Прессы гибочно-штамповочные горизонтальные Машины листогибочные многовалковые Машины кромкогибочные Машины профилегибочные Машины листовой обработки прочие (в т.ч. многофункциональные) |
|
8
|
Навивки
|
Машины для холодной навивки пружин
Машины для горячей навивки пружин Машины для изготовления пружин кручения Машины для изготовления пружинных шайб Машины прочие для навивки |
|
9
|
Резки
|
Ножницы механические
Ножницы гидравлические Ножницы гильотинные Машины для рубки и резки давлением прочие |
Выводы
Таким образом, проведенные исследования показали, что кластерный подход возможно использовать для балансирования спроса и предложения продукции станкоинструментальной отрасли. Он позволяет учитывать корректировки спроса на отдельный кластер оборудования, обусловленный необходимостью замены изношенного оборудования (проводится на основе анализа данных об уровне текущего износа имеющегося парка станков). Также прогноз можно построить, если для рассматриваемого кластера оборудования имеются данные опережающего/отстающего роста в долгосрочной перспективе, обусловленного анализом трендов научно-технического и технологического развития (при наличии поправочных коэффициентов полученных в результате анализа S-образных кривых жизненного цикла применяемых технологий).
Источники:
2. ГОСТ 4.456-86 Кузнечнопрессовое оборудование. Номенклатура показателей. - М.: Издательство стандартов, 1986.
3. ГОСТ 4.9333-85 Система показателей качества продукции (СПКП. Устройства числового программного управления. Номенклатура показателей (С Изменением №1). - М.: Издательство стандартов, 2002.
4. Ассоциация «Кластер станкоинструментальной промышленности Санкт-Петербурга». [Электронный ресурс]. URL: http://www.ns-ksp.ru/ (дата обращения: 24.03.2024).
5. Морозова Е.В. Построение типовой модели кластера как основного инструмента исследования пространственной кластеризации в отрасли станкостроения // Экономические нуки. – 2019. – № 170. – c. 43-46. – doi: 10.14451/1.170.43.
6. Ассоциации «Консорциум робототехники и систем интеллектуального управления». Madeinrussia.ru. [Электронный ресурс]. URL: https://madeinrussia.ru (дата обращения: 29.01.2024).
7. Стратегия развития станкоинструментальной промышленности на период до 2035 года (утверждена распоряжением Правительства Российской Федерации от 5 ноября 2020 г. № 2869-р)
8. Коробач А.А. Роль и значение инноваций в повышении эффективности и конкурентоспособности деятельности предприятий // Новая экономика. – 2021. – № 1. – c. 285-290.
9. Бутов А.М. Рынок продукции станкостроения. - Москва: Высшая школа экономики, 2020. – 95 c.
10. Афанасьев А.А. Сравнительный анализ значения отечественного станкостроения в модернизации производств СССР, постсоветского периода и на современном этапе развития России // Экономика, предпринимательство и право. – 2023. – № 7. – c. 2167-2188. – doi: 10.18334/epp.13.7.117948.
11. Серебрянный В.В. Состояние дел в станкостроении России // Вестник Российской академии наук. – 2023. – № 1. – c. 3-8. – doi: 10.31857/S0869587323010085.
12. Саханов В.В., Фитчин А.А. Рынок деревообрабатывающего оборудования: состояние и перспективы // Экономика высокотехнологичных производств. – 2020. – № 2. – c. 63-76. – doi: 10.18334/evp.1.2.110967.
13. Романова Н.В. Стратегическая линия станкоинструментальной промышленности России как возможность повышения эффективности важнейших сфер экономики // Стратегии бизнеса и их интернационализация: Материалы Всероссийской научно-практической конференции. Москва, 2020. – c. 251-256.
14. Пак А.Ю., Пак Б.И. Система обеспечения устойчивого развития станкоинструментальной отрасли Российской Федерации // Журнал исследований по управлению. – 2020. – № 2. – c. 16-23.
15. Алешин Р.Г. Современные стратегические перспективы развития станкоинструментальной отрасли // Экономика и управление социальные экономические и инженерные аспекты: Сборник статей V Международной научно-практической конференции. Брест, 2022. – c. 7-9.
16. Саночкина Ю.В. Формирование модели инновационного развития отрасли // Вестник Алтайской академии экономики и права. – 2021. – № 9-1. – c. 86-91. – doi: 10.17513/vaael.1844.
17. Выбор станков и инструментальных систем. Sandvik.coromant.com. [Электронный ресурс]. URL: https://www.sandvik.coromant.com/ru-ru/knowledge (дата обращения: 28.02.2024).
18. Программное обеспечение и ЧПУ. Mazak.ru. [Электронный ресурс]. URL: https://www.mazak.ru/machines/cnc-software/mazatrol/#high-quality (дата обращения: 03.08.2023).
19. Wei W., Zhou F., Liang P.-F. Product platform architecture for cloud manufacturing // Advances in Manufacturing. – 2020. – № 3. – p. 331-343. – doi: 10.1007/s40436-020-00306-1.
20. Agrawal M., Eloot K., Mancini M., Patel A. Industry 4.0: Reimagining manufacturing operations after COVID-19. Mckinsey.com. [Электронный ресурс]. URL: https://www.mckinsey.com/capabilities/operations/our-insights/industry-40-reimagining-manufacturing-operations-after-covid-19 (дата обращения: 30.09.2023).
21. Новая философская энциклопедия. Gufo.me. [Электронный ресурс]. URL: https://gufo.me/dict/philosophy_encyclopedia/%D0%9C%D0%95% D0%A2%D0%9E%D0%94%D0%98%D0%9A%D0%90 (дата обращения: 10.12.2023).
22. Классификация металлорежущих станков. Stankomach.com. [Электронный ресурс]. URL: https://stankomach.com/o-kompanii/articles/klassifikacija-metallorezhushhih-stankov.html (дата обращения: 06.10.2023).
Страница обновлена: 24.07.2026 в 05:14:11
Download PDF | Downloads: 53
Approaches to clustering of metal-cutting and forging equipment in Russian machine-building companies
Elenev K.S., Malkova T.B., Eleneva Y.Y., Kudryashov S.A.Journal paper
Journal of Economics, Entrepreneurship and Law
Volume 14, Number 5 (May 2024)
Abstract:
Within the framework of the study, the problems of clustering of metal-cutting and forging equipment for the country's machine-building industry were solved. In order to make well-founded managerial decisions on equipment stock, reconstruction of existing and development of new production facilities, to determine the utilization of production facilities and to evaluate the effectiveness of purchased equipment, it is necessary to analyze the technological equipment of the company and, in particular, the metal-cutting and forging equipment.
The first stage of the developed methodology implementation for making a list of the main indicators of metal-cutting and forging equipment for identification of the main technical characteristics is collection, structuring and analysis of statistical data of metal-cutting and forging equipment imported and manufactured in the Russian Federation.
The methodology of forming a list of the main indicators of metal-cutting and forging equipment determines the content and procedure of selecting the technical characteristics (indicators) of metal-cutting and forging equipment in order to unify the data allowing analysis of the metal-cutting and forging equipment imported and manufactured in the Russian Federation.
Keywords: equipment clusterization, forging and pressing equipment, data set, metalworking equipment, innovation, machine tool industry, demand for products, methodological approach to clustering engineering equipment
JEL-classification: C38, L60, L70
References:
GOST 4.456-86 Kuznechnopressovoe oborudovanie. Nomenklatura pokazateley [GOST 4.456-86 Forging and pressing equipment. The nomenclature of indicators] (1986). M.: Izdatelstvo standartov. (in Russian).
GOST 4.93-86 Sistema pokazateley kachestva produktsii (SPKP). Stanki metalloobrabatyvayushchie. Nomenklatura pokazateley [GOST 4.93-86 System of product quality indicators (SPCP). Metalworking machines. The nomenclature of indicators] (1986). M.: Izdatelstvo standartov. (in Russian).
GOST 4.9333-85 Sistema pokazateley kachestva produktsii (SPKP. Ustroystva chislovogo programmnogo upravleniya. Nomenklatura pokazateley (S Izmeneniem №1) [GOST 4.9333-85 Product Quality Indicator System (SPCP. Numerical control devices. Nomenclature of indicators (With Change No. 1)] (2002). M.: Izdatelstvo standartov. (in Russian).
Afanasev A.A. (2023). Sravnitelnyy analiz znacheniya otechestvennogo stankostroeniya v modernizatsii proizvodstv SSSR, postsovetskogo perioda i na sovremennom etape razvitiya Rossii [Comparative analysis of the importance of domestic machine-tool construction in the modernization of production facilities of the ussr, the post-soviet period and at the present stage of development of Russia]. Journal of Economics, Entrepreneurship and Law. 13 (7). 2167-2188. (in Russian). doi: 10.18334/epp.13.7.117948.
Agrawal M., Eloot K., Mancini M., Patel A. Industry 4.0: Reimagining manufacturing operations after COVID-19Mckinsey.com. Retrieved September 30, 2023, from https://www.mckinsey.com/capabilities/operations/our-insights/industry-40-reimagining-manufacturing-operations-after-covid-19
Aleshin R.G. (2022). Sovremennye strategicheskie perspektivy razvitiya stankoinstrumentalnoy otrasli [Modern strategic prospects for the development of the machine tool industry] Economics and management social economic and engineering aspects. 7-9. (in Russian).
Butov A.M. (2020). Rynok produktsii stankostroeniya [The market of machine tool products] Moscow: Vysshaya shkola ekonomiki. (in Russian).
Korobach A.A. (2021). Rol i znachenie innovatsiy v povyshenii effektivnosti i konkurentosposobnosti deyatelnosti predpriyatiy [The role and importance of innovation in improving the efficiency and competitiveness of enterprises]. Novaya ekonomika. (1). 285-290. (in Russian).
Morozova E.V. (2019). Postroenie tipovoy modeli klastera kak osnovnogo instrumenta issledovaniya prostranstvennoy klasterizatsii v otrasli stankostroeniya [Building a generic model of the cluster as the main tool for investigation of spatial clustering in machine-tool industries]. Ekonomicheskie nuki. (170). 43-46. (in Russian). doi: 10.14451/1.170.43.
Pak A.Yu., Pak B.I. (2020). Sistema obespecheniya ustoychivogo razvitiya stankoinstrumentalnoy otrasli Rossiyskoy Federatsii [System for sustainable development of the machine building industry of the Russian Federation]. Zhurnal issledovaniy po upravleniyu. 6 (2). 16-23. (in Russian).
Romanova N.V. (2020). Strategicheskaya liniya stankoinstrumentalnoy promyshlennosti Rossii kak vozmozhnost povysheniya effektivnosti vazhneyshikh sfer ekonomiki [Russia’s strategic line of machine-tool industry as an opportunity to improve the efficiency of major sectors of the economy] Business strategies and their internationalization. 251-256. (in Russian).
Sakhanov V.V., Fitchin A.A. (2020). Rynok derevoobrabatyvayushchego oborudovaniya: sostoyanie i perspektivy [Woodworking equipment market: current state and prospects]. Ekonomika vysokotekhnologichnyh proizvodstv. 1 (2). 63-76. (in Russian). doi: 10.18334/evp.1.2.110967.
Sanochkina Yu.V. (2021). Formirovanie modeli innovatsionnogo razvitiya otrasli [Formation of a model of innovative development of the industry]. Vestnik Altayskoy akademii ekonomiki i prava. (9-1). 86-91. (in Russian). doi: 10.17513/vaael.1844.
Serebryannyy V.V. (2023). Sostoyanie del v stankostroenii Rossii [The state of affairs in the Russian machine tool industry]. Vestnik Rossiyskoy akademii nauk. 93 (1). 3-8. (in Russian). doi: 10.31857/S0869587323010085.
Wei W., Zhou F., Liang P.-F. (2020). Product platform architecture for cloud manufacturing Advances in Manufacturing. 8 (3). 331-343. doi: 10.1007/s40436-020-00306-1.