Методология бережливого производства при управлении биотехнологическими процессами
Юрк Н.А.1![]() , Динер Ю.А.1
, Динер Ю.А.1![]()
1 Омский государственный аграрный университет им. П.А. Столыпина, Россия, Омск
Скачать PDF | Загрузок: 48
Статья в журнале
Экономика, предпринимательство и право (РИНЦ, ВАК)
опубликовать статью | оформить подписку
Том 13, Номер 9 (Сентябрь 2023)
Эта статья проиндексирована РИНЦ, см. https://elibrary.ru/item.asp?id=54773531
Аннотация:
Современное общество, пройдя основные этапы пятого технологического уклада, подходит к формированию новой философской парадигмы уклада шестого. Ключевыми аспектами каждого последующего технологического порядка считают точечные «промышленные революции» в производственных отраслях, что приводит к трансформации традиционного знания, технологий и мышления. Для биотехнологических производств ускорение темпов работы, автоматизация, видоизменение сырьевого состава, привело к сокращению жизненного цикла продукции и выявило потребность в ином подходе к организации контроля производства. Концепция бережливого производства рассматривается не только как совокупность инструментов ресурсосбережения и повышения конкурентных преимуществ продукции, но и выступает как своеобразная форма технологического мышления, рассматривающая разного рода виды деятельности с точки зрения ценности для потребителя. Для высокотехнологичных отраслей, к которым отнесены предприятия, использующие биотехнологические процессы в производственных циклах, принципы бережливого производства можно рассматривать как эффективное средство для достижения качества продукции с абсолютным исключением дефектности. Авторами рассмотрена возможность практической реализации методологии и использования конкретных инструментов бережливого производства при управлении качеством биопродукта. Результаты работы, трансформированные в конкретные рекомендации производителю, позволяют исключить вероятность появления дефектной продукции и эффективно управлять ее качеством при нулевом уровне дефектности. Таким образом представлено действенное решение научной проблемы, связанной с низкой эффективностью перехода к бережливому производству биотехнологических производств. Публикация представляет интерес для специалистов биотехнологических отраслей и подразделений управления качеством предприятий.
Ключевые слова: бережливое производство, управление качеством, статистический контроль, биотехнология, бездефектность
JEL-классификация: Q01, Q56, Q10
Введение
Стремление производителя минимизировать все виды ресурсных потерь при выработке разного рода продукции рассматривается как вполне обоснованная потребность, от которой зависит экономическое благополучие предприятия. С позиции авторов Боева В.Ю., Парада Е.В. [1, с. 237-246], Талантовой Н.Н., Гайнутдиновой И.А. [2, с. 20-25], Белыш К.В. [3, с. 513-530] ключевым направлением, объединившим эффективные инструменты для достижения этой потребности, стала Концепция «Бережливое производство».
Формирование основных теоретических положений и практических рекомендаций Концепция «Бережливое производство» берет начало из исходных постулатов инновационной для 20-го века парадигмы инженера Тайити Оно, базисом которой было заявлено исключение всех видов затрат через внедрение особой системы управления производством. Фронтирное в 50-тые годы научно-технологическое направление, доказавшее свою эффективность в машиностроительной отрасли, позже нашло широкое распространение во всем мире благодаря трудам ряда зарубежных и отечественных, отмеченных в научной публикации Круглова В.Н. [4, с. 71-78].
По мнению Варакса Н.Г. и Алимов С.А. [5, с. 73-81] сегодня практика бережливого производства максимально внедрена в высокотехнологичные отрасли народного хозяйства. Однако ряд научных публикаций, подготовленных отечественными и зарубежными авторами Сабадаш И.И. [6], Мельниковым О.Н., Ганькиным Н.А. [7, с. 530-545], Веселовой Э.Ш. [8, с. 8-33], Drapkin I.M., Gainetdinova A.A., Panzabekova A.Zh. [9, с. 486-501] свидетельствуют о том, что такой сегмент производства, как предприятия BioTech, недостаточно активно внедряет инструменты бережливого производства в практическую деятельность. Как отмечено в публикациях Подвербных О.Е., Кукушкиной С.Г. [10], Юнусовой П.С. [11, с. 15-18] во многом это связано с отсутствием целостного представления о взаимосвязи методологии и инструментария бережливого производства.
Понимание первостепенной важности принципов бережливого производства для эффективной организации производственных процессов и повышения производительности труда нашло отражение в речи Президента Российской Федерации В. Путина от 19 июня 2023 г.1 Правительству РФ поручено обобщить опыт практического использования методов бережливого производства, полученного в процессе эффективной реализации федеральных проектов и приступить к его трансферу в различные сферы отечественной экономики.
Развитие и внедрение достижений биотехнологии в разных отраслях народного хозяйства в РФ рассматривается как стратегическое направление, курируемое на государственном уровне, что отмечено в работе Умалатова Р.С. [11, с. 673-684]. По мнению Дружкиной Н.А. [12, с. 63-65] предприятия молочной промышленности, производящие инновационные биопродукты для специализированного питания рассматриваются как высокотехнологичные отрасли, играющие ключевую роль в поддержании продовольственного суверенитета страны.
Цель выполняемого исследования связана с практическим использованием методов и инструментов бережливого производства для управления биотехнологическими процессами при реализации технологии инновационного продукта «ПРОЛАКТА».
________________________
[1] Перечень поручений по итогам встречи с представителями различных отраслей экономики, столкнувшимися с последствиями распространения новой коронавирусной инфекции. Сайт главы государства. [Электронный ресурс]. URL: http://kremlin.ru/acts/assignments/orders/63634 (дата обращения 10.08.2023)
Ориентируясь на поставленную цель сформулированы такие ключевые направления, как: использование приемов, ориентированных на исключение несоответствий в рамках системы «бездефектного изготовления продукции» для анализа стабильности биотехнологического процесса; разработка пула мероприятий при управления качеством на примере биопродукта «ПРОЛАКТА».
Научная новизна работы заключается в разработке развернутой схемы управления качеством биопродукта, позволяющей выйти предприятию при ее использовании на бездефектный уровень производства.
В качестве инструментов методологической базы при выполнении работы использовались методы анализа, составление контрольного листа, построение контрольных карт, специализированный метод «Дзидока».
Построение контрольных карт Шухарта выполнено с использованием математических методов. Расчет границ регулирования используемых контрольных карт проводили по формулам, приведенным в табл. 1.
Таблица 1
Формулы расчета контрольных границ для всех видов контрольных карт
|
Вид контрольной карты
|
Верхняя контрольная граница (UCL)
средняя линия (СL) нижняя контрольная граница (LCL) | |
|
X |
|
|
|
|
|
|
Средняя линия представляет собой среднее значение контролируемого параметра.
В научных публикациях Матюхина П.В., Маркова В.О., Рабунец П.В. [15, с. 70-71] и Новиковой М.А. [16, с. 67-75] отмечено, что методика «Дзидока» направлена на процесс встраивания качества непосредственно в производственный цикл и позволяет исключать разного рода «поломки» и аномалии, которые будут заложены в продукт, сделав его сто процентное качество недостижимым.
Практическая ценность полученных результатов исследования заключается в их трансформации до точечных рекомендаций конкретному производству в рамках реализации принципов концепции бережливого производства.
Результаты исследования
Программа обеспечения качества биопродукта «ПРОЛАКТА» основывается на некоторых из пяти правил (концепция «пять НЕ»):
- НЕ создавать условия, способствующие возникновения дефектов;
- НЕ передавать дефектную продукцию на следующий этап технологического процесса;
- НЕ принимать дефектную продукцию;
- НЕ изменять технологические режимы;
- НЕ повторять ошибок.
Управление качеством, ориентированное на достижение нуля дефектов - это система бездефектного производства продукции, которая обеспечивает вышеуказанные требования концепции.
В рамках концепции применяемой «системы бездефектного изготовления продукции» требуемый и высокий уровень качества биотехнологической продукции достигается путем реализации метода «дзидока», основная суть которого заключается в встраивании качества в технологический процесс с целью сокращения дефектной продукции.
В связи с тем, что в нескольких партиях биопродукта отмечался такой дефект как «незначительное отделение сыворотки», что может быть обусловлено нарушением режима гомогенизации, был проведен контроль данного процесса (контролируемый параметр - температурный режим) с использованием статистических методов, в частности, контрольный листок (табл.2) и контрольные карты Шухарта (рис. 1) в течение 20 недель.
При проведении гомогенизации происходит дробление жировых шариков, что позволяет измельченному жиру распределяться равномерно и обеспечивает наиболее однородную консистенцию. При этом снижается выделение сыворотки. Гомогенизация проводится при высокой температуре смеси, которая обеспечивает получение нужной вязкости биопродукта (не повышая её), улучшения диспергирования и предотвращает скопление молочного жира.
Стоит отметить, что на предприятии при производстве биопродукта «ПРОЛАКТА» проводится контроль всех технологических этапов, в том числе и рассматриваемого этапа, на соответствие технологической инструкции (ТИ) к техническим условиям (ТУ) 9222-003-90266517 [17], при этом полученные данные контроля заносятся в технологические журналы.
Таблица 2
Контрольный лист для анализа стабильности биотехнологического процесса
|
Норма по ТИ
|
Диапазон
|
Результат
|
Примечание
| |
|
60-66
|
65,1-66,0
|
ххххх
|
Продукт
-
|
«ПРОЛАКТА»
|
|
64,1-65,0
|
хххххххххххххххххх
хххххххххххххххххххх |
|
| |
|
63,1-64,0
|
ххххххххххххх
ххххххххххххххх |
Дата
–
|
06.02.2023г.-
25.06.2023г. | |
|
62,1-63,0
|
хххххххххххххххххх
|
Этап
-
|
Гомогенизация
| |
|
61,1-62,0
|
хххххххх
|
|
| |
|
60,1-61,0
|
х
|
Контролер-
|
Инженер
по качеству Савельев Ю.М.
| |
Для графического отражения динамики процесса гомогенизации и оценки её стабильности использовали контрольную карту средних арифметических и размахов. Результаты измерений температуры гомогенизации для построения контрольной карты представлены в табл. 3.
Таблица 3
Контролируемый показатель (температура гомогенизации)
|
№ недели
|
№ партии
|
Среднее арифметическое значение
температуры гомогенизации
|
Размах, R
| ||||
|
1
|
2
|
3
|
4
|
5
| |||
|
1
|
63,1
|
64,8
|
65,1
|
64,7
|
64,8
|
64,50
|
2,0
|
|
2
|
64,1
|
64,1
|
65,2
|
64,9
|
64,7
|
64,60
|
1,1
|
|
3
|
63,1
|
63,1
|
63,7
|
63,8
|
64,5
|
63,64
|
1,4
|
|
4
|
64,3
|
65,2
|
64,7
|
64,8
|
64,8
|
64,76
|
0,9
|
|
5
|
64,5
|
64,6
|
64,9
|
64,3
|
63,9
|
64,44
|
1,0
|
|
6
|
62,3
|
63,1
|
63,4
|
64,3
|
65,1
|
63,64
|
2,8
|
|
7
|
64,0
|
64,5
|
63,8
|
63,5
|
64,5
|
64,06
|
1,0
|
|
8
|
63,0
|
64,0
|
65,0
|
63,0
|
63,0
|
63,60
|
2,0
|
|
9
|
65,2
|
63,5
|
63,0
|
64,5
|
63,0
|
63,84
|
2,2
|
|
10
|
61,0
|
63,5
|
64,6
|
62,0
|
62,5
|
62,72
|
3,6
|
|
11
|
63,5
|
64,0
|
64,0
|
62,5
|
62,5
|
63,30
|
1,5
|
|
12
|
64,0
|
64,8
|
64,3
|
64,7
|
64,5
|
64,46
|
0,8
|
|
13
|
62,0
|
64,5
|
64,5
|
62,5
|
62,0
|
63,10
|
2,5
|
|
14
|
63,9
|
65,0
|
64,8
|
64,7
|
64,6
|
64,60
|
1,1
|
|
15
|
62,1
|
63,0
|
63,5
|
63,3
|
62,0
|
62,78
|
1,5
|
|
16
|
65,0
|
64,0
|
62,5
|
64,0
|
65,0
|
64,10
|
2,5
|
|
17
|
61,5
|
64,5
|
63,0
|
63,5
|
62,5
|
63,00
|
3,0
|
|
18
|
62,0
|
62,5
|
62,5
|
63,5
|
63,7
|
62,84
|
1,7
|
|
19
|
64,5
|
64,0
|
64,5
|
61,5
|
63,5
|
63,60
|
3,0
|
|
20
|
64,0
|
62,5
|
61,5
|
65,0
|
63,5
|
63,30
|
3,5
|
|
Сумма
|
1274,88
|
39,1
| |||||
|
Среднее
|
63,74
|
1,96
| |||||
|
UCL
|
64,87
|
4,13287
| |||||
|
LCL
|
62,616
|
0
| |||||
По данным табл. 3 построена карта средних значений и размахов температуры гомогенизации нормализованной смеси. Контрольная карта приведена на рис. 1.
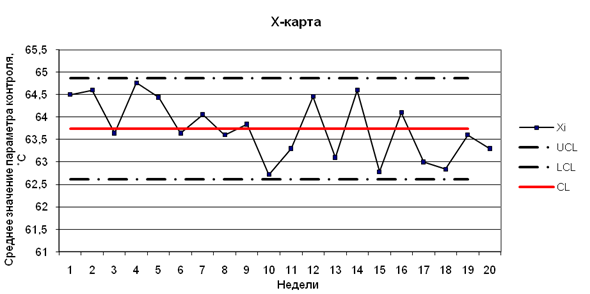
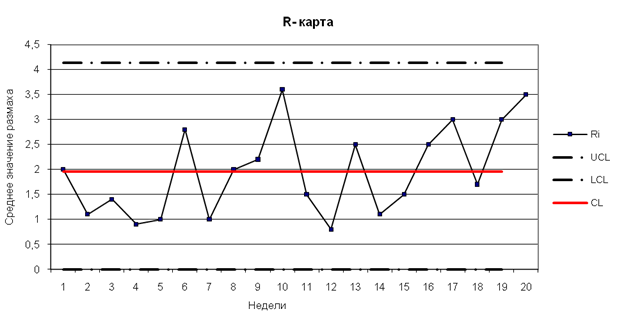
Рисунок 1. Контрольная карта температуры гомогенизации
Источник: составлено авторами
По результатам анализа представленной на рис. 1 контрольной карты можно сделать вывод, что процесс гомогенизации статистически управляем, так как отсутствуют выходы из контролируемого состояния.
На основании проведенных исследований и анализа результатов разработана схема управления качеством биопродукта «ПРОЛАКТА», представленная в табл. 4.
Таблица 4
Схема управления качеством биопродукта «ПРОЛАКТА»
|
Этап производства
|
Потенциальная опасность
|
Предупредительные меры
|
|
Приемка
молока
|
Наличие
и превышение допустимых уровней биологических опасностей, контаминантов
химической природы может привести к получению биопродукта, не
соответствующего требованиям безопасности
|
Контроль
сопроводительной документации, контроль молока на приемке.
Очистка молока, исключение смешивания непригодного молока с доброкачественным. Подбор поставщиков и работа с ними |
|
Очистка
сырого молока
|
Обсеменение
молока нежелательной посторонней микрофлорой, наличие механических
загрязнителей, что приводит к снижению эффективности пастеризации
|
Периодически
заменять фильтрующий материал. Использовать современное молокоочистительное
оборудование.
Соблюдать графики мойки и дезинфекции сепаратора-молокоочистителя |
|
Охлаждение
и промежуточное хранение
|
При
хранении сырого охлажденного молока более 12 часов возможен рост микрофлоры и
накапливание энтеротоксинов, не разрушающихся при термической обработке
|
Контроль
температуры и сроков охлаждения и хранения
|
|
Нормализация
|
Несоответствие
массовой доли жира нормализованной смеси требуемому значению
|
Правильное
определении массы обезжиренного молока, добавляемого к сливкам по уравнению
материального баланса
|
|
Гомогенизация
|
Увеличение
выделения сыворотки, ухудшение показателей качества готовой продукции
|
Соблюдение
и контроль параметров процесса.
Мойка и периодическая проверка исправности оборудования |
|
Пастеризация
|
Жизнедеятельность
патогенных и токсинообразующих микроорганизмов и микроорганизмов, вызывающих
порчу и влияющих на безопасность продукта, размножение их при сквашивании.
Понижение температуры пастеризации приводит к повышению интенсивности
отделения сыворотки от сгустка (усиливается синерезис). Повышение
температуры приводит к денатурации белков и ухудшению органолептических
показателей продукта
|
Соблюдение
режимов пастеризации.
Обеспечение исправности оборудования и надлежащей санитарной обработки |
|
Охлаждение
до температуры заквашивания
|
Охлаждение
смеси до температуры, не соответствующей температуре заквашивания,
установленной в технологической инструкции, приводит к снижению активности
заквасочной микрофлоры.
|
Контроль
и обеспечение соответствующих температурных режимов. Немедленное внесение
закваски сразу после нагревания сливок до температуры заквашивания
|
|
Хранение
и подготовка закваски
|
Появление
посторонних привкусов и запахов, горечи и т.д. при низкой активности
закваски, несоответствие по вкусовым качествам и стойкости при хранении.
Попадание в закваску патогенных и условно-патогенных микроорганизмов с
оборудования, из воздушной среды, из внешних источников
|
Соблюдение
правил хранения, проверка герметичночти упаковочного материала закваски.
Соблюдение стерильности при подготовке закваски |
|
Заквашивание
|
При
внесении закваски возможно обсеменение от персонала, окружающей среды, с
оборудования. Увеличение дозы закваски может вызвать чрезмерное нарастание
кислотности. Уменьшенная доза закваски или применение закваски с низкой
активностью приводит к размножению технически вредной микрофлоры и
недостаточной кислотности готового продукта
|
Соблюдение
гигиены персоналом, режимов мойки и дезинфекции оборудования, инвентаря,
помещений, контроль массы и активности вносимой закваски
|
|
Перемешивание
|
Неравномерное
распределение закваски в молоке приводит к неодинаковому значению кислотности
в разных слоях заквашенной смеси
|
Внесение
закваски при включенной мешалке. Соблюдение временного режима перемешивания.
Предварительное растворение закваски в стерилизованном молоке
|
|
Фасование,
упаковывание, маркирование
|
Возможно
обсеменение из упаковки, из окружающей среды, с оборудования. Негерметичная
упаковка может привести к порче продукта. Если масса нетто больше
установленной, то убытки предприятию, а если меньше, то несоответствие
установленным нормативам. Нечеткость нанесения маркировки и несоответствие ее
Техническому регламенту Таможенного Союза
|
Содержание
оборудования и помещений в чистоте, подбор поставщиков упаковочных
материалов, контроль упаковки. Контроль массы нетто, путем взвешивания.
Регулирование фасовочного аппарата. Контроль правильности нанесения маркировки,
в т.ч. сроков годности и даты выработки
|
|
Сквашивание
|
Повышенная
температура сквашивания может привести к быстрому сквашиванию, повышенной
кислотности, появлению неспецифического привкуса, хлопьевидной консистенции.
Пониженная температура сквашивания – причина медленного нарастания
кислотности
|
Необходимо
контролировать температуру сквашивания и кислотность сливочной смеси.
Окончание процесса сквашивания установить по достижению кислотности (65-70) 0Т |
|
Охлаждение
|
Интенсивное
нарастание кислотности вследствие недостаточного охлаждения
|
Контроль
и обеспечение температурных режимов и продолжительности охлаждения
|
|
Биопродукт
|
Не
соответствует требованиям по показателям качества и безопасности
|
Контроль
выпускаемой продукции
|
|
Хранение
и транспортирование
|
При
несоблюдении режимов и сроков хранения возможно ухудшение показателей
качества и безопасности
|
Поддержание
требуемых температуры и влажности, соблюдение правил складирования, сроков
хранения
|
Представленная схема содержит виды потенциальной опасности на каждой операции технологического процесса, а также предупредительные меры, направленные на устранение возможных нарушений на стадии изготовления биопродукта. Полученные результаты исследований можно с полным основанием признать актуальными в силу комплексного подхода к решению проблем производства бездефектной продукции с минимальными ресурсными потерями для предприятия.
Выводы
При выполнении исследований авторами публикации было отмечено, что проблема практического использования методов и инструментов бережливого производства в практике биотехнологических производств пищевой направленности остается актуальной, сравнительно небольшое количество отечественных предприятий перешли к реализации концепции бережливого производства в своей деятельности.
В ходе выполненной работы установлено, что обеспечение высоких качественных показателей и достижение минимальной дефектности при производстве биотехнологической продукции можно добиться применением методов и приемов, предусмотренных концепцией бережливого производства, что служит гарантом обеспечения контролируемых режимов изучаемых биотехнологических процессов, которые регламентированы действующей нормативной документацией.
Комплекс поставленных задач, решённых в условиях реального предприятия, позволили с учётом производственной специфики получить массив данных, необходимых для интерпретации и построения схемы управления качеством, рекомендованной для использования производителем. Образцы контрольных партий продукции, в производственный процесс которых внедрены инструменты бережливого производства, характеризовались как советующие установленным требованиям, без выявления даже предельно допустимых отклонений. Представленные данные согласуются с результатами исследований. Малахова А.А., Старова О.В. [18, с. 615-634], Григорьева А.А., Кузнецова М.М. [19, с. 34-35], Зайцева А.А. [20, с. 257-280], Мельникова О.Н., Ларионова В.Г., Ганькина Н.А. [21, с. 239-258], посвященных росту экономических показателей деятельности производства за счет повышения качества продукции при внедрении принципов бережливого производства.
Выполненные исследования являются предпосылкой для дальней разработки корректирующих и предупреждающих мероприятий с целью своевременного реагирования (исправления) производственных ошибок, что является основой метода «Дзидока» в системы БИП (бездефектное изготовление продукции), а также карты потока создания ценностей.
Результаты исследований представляют практический интерес для высокотехнологичных производств, специализирующихся на достижениях биотехнологии, вне зависимости от вида выпускаемой продукции.
Источники:
2. Талантова Н.Н., Гайнутдинова И.А. Организация бережливого производства на предприятии // Вопросы инновационной экономики. – 2014. – № 4. – c. 20-25. – doi: 10.18334/inec.4.4.298.
3. Белыш К.В. Комплексный подход к внедрению и оценке эффективности проектов по бережливому производству на промышленном предприятии // Вопросы инновационной экономики. – 2018. – № 3. – c. 513-530. – doi: 10.18334/vinec.8.3.39364.
4. Круглов В.Н. Инновационные аспекты «бережливого производства» в России // Научный журнал «Управленческий учет». – 2022. – № 9. – c. 71-78.
5. Варакса Н.Г., Алимов С.А. Развитие биотехнологической сферы в рамках инновационной экономики // Управленческий учет. – 2017. – № 7. – c. 73-81.
6. Сабадаш И.И. Философия «бережливого производства» // Современные научные исследования и инновации. – 2022. – № 11. – c. 24.
7. Мельников О.Н., Ганькин Н.А. Отечественный опыт в области научной организации производства и возможности его использования с позиций бережливого производства // МИР (Модернизация. Инновации. Развитие). – 2018. – № 4. – c. 530-545. – doi: 10.18184/2079–4665.2018.9.4.530–545.
8. Веселова Э.Ш. Тернистые пути российского биотеха // Эко. – 2023. – № 2. – c. 8-33. – doi: 10.30680/ECO0131-7652-2023-2-8-33.
9. Drapkin I.M., Gainetdinova A.A., Panzabekova A.Zh. Determinants of high-tech export in CEE and CIS countries // Economy of Region. – 2021. – № 2. – p. 486-501. – doi: 10.17059/ekon.reg.2021-2-10.
10. Подвербных О.Е., Кукушкин С.Г., Дятлов Д.В., Самохвалова С.М. Модель проективного обучения персонала в условиях внедрения высокотехнологичного бережливого производства // Вопросы инновационной экономики. – 2023. – № 3. – doi: 10.18334/vinec.13.3.118835.
11. Юнусова П.С. Создание инфраструктуры развития биотехнологий в сельском хозяйстве // Вопросы структуризации экономики. – 2019. – № 1. – c. 15-18. – doi: 10.26159/APR.2019.76.1.002.
12. Умалатов Р.С. Теоретические аспекты реализации бережливого управления в системе региональной власти // Лидерство и менеджмент. – 2023. – № 2. – c. 673-684. – doi: 10.18334/lim.10.2.117760.
13. Дружкина Н.А. Как решить проблемы молочного производства с помощью принципов и инструментов бережливого производства // Журнал Студенческий. – 2023. – № 21-1 (233). – c. 63-65.
14. Юрк Н.А. Использование статистических методов управления качеством для оценки стабильности производства // Экономика сельского хозяйства России. – 2020. – № 2. – c. 91-95. – doi: 10.32651/202-92.
15. Матюхин П.В., Марков В.О., Рабунец П.В. Встраивание качества в производственный процесс // Успехи современного естествознания. – 2009. – № 11. – c. 70-71.
16. Егорова О.А., Новикова М.А. Применение статистических методов в системах контроля качества пищевой продукции // Агропродовольственная экономика. – 2017. – № 6. – c. 67-75.
17. Биопродукт кисломолочный для питания детей дошкольного и школьного возраста «ПРОЛАКТА» / Технологическая инструкция к Техническим условиям ТУ 9222-003-90266517-2011. - Омск, 2011. – 28 c.
18. Малахова А.А., Старова О.В., Арефьев В.А. Бережливое производство как фактор повышения эффективности менеджмента // Экономика, предпринимательство и право. – 2020. – № 3. – c. 615-634. – doi: 10.18334/epp.10.3.100428.
19. Григорьев А.А., Кузнецов М.М. Повышение эффективности производства инструментами бережливого производства // Вестник научных конференций. – 2018. – № 1-4 (38). – c. 34-35.
20. Зайцев А.А. Оценка влияния концепции бережливого производства на финансово-экономические показатели инновационного предприятия // Вопросы инновационной экономики. – 2017. – № 3. – c. 257-280. – doi: 10.18334/vinec.7.3.38196.
21. Мельников О.Н., Ларионов В.Г., Ганькин Н.А. Основные этапы инновационного развития организации производства с позиций динамики использования принципов бережливого производства // Вопросы инновационной экономики. – 2016. – № 3. – c. 239-258. – doi: 10.18334/vinec.6.3.36996.
Страница обновлена: 17.07.2026 в 10:40:09
Download PDF | Downloads: 48
Lean production methodology in the management of biotechnological processes
Yurk N.A., Diner Y.A.Journal paper
Journal of Economics, Entrepreneurship and Law
Volume 13, Number 9 (September 2023)
Abstract:
Modern society, having passed the main stages of the fifth technological mode, approaches the formation of a new philosophical paradigm of the sixth mode. The key aspects of each subsequent technological mode are considered to be point-based industrial revolutions in manufacturing industries, which leads to the transformation of traditional knowledge, technology and thinking. For biotechnological industries, the acceleration of the pace of work, automation, and modification of the raw material composition, led to a reduction in the life cycle of products and revealed the need for a different approach to the organization of production control. The concept of lean production is considered not only as a set of resource-saving tools and increasing the competitive advantages of products, but also acts as a kind of form of technological thinking that considers various types of activities from the point of view of value for the consumer. For high-tech industries, which include companies using biotechnological processes in production cycles, the principles of lean production can be considered as an effective means to achieve product quality with the absolute exception of defects. The authors consider the possibility of practical implementation of the methodology and the use of specific lean production tools in the quality management of biological products. The research results, transformed into specific recommendations to the manufacturer, make it possible to eliminate the likelihood of defective products and effectively manage their quality at zero level of defects. Thus, an effective solution to the scientific problem associated with the low efficiency of the transition to lean production of biotechnological industries is presented. The publication is of interest to specialists of biotechnological industries and quality management departments.
Keywords: lean production, quality management, statistical control, biotechnology, defect-free
JEL-classification: Q01, Q56, Q10
References:
Bioprodukt kislomolochnyy dlya pitaniya detey doshkolnogo i shkolnogo vozrasta «PROLAKTA» / Tekhnologicheskaya instruktsiya k Tekhnicheskim usloviyam TU 9222-003-90266517-2011 [Fermented milk bioproduct for nutrition of preschool and school-age children "PROLACTA" / Technological instruction for Technical specifications TU 9222-003-90266517-2011] (2011). (in Russian).
Belysh K.V. (2018). Kompleksnyy podkhod k vnedreniyu i otsenke effektivnosti proektov po berezhlivomu proizvodstvu na promyshlennom predpriyatii [Multipurpose approach to implementation and evaluation the efficiency of the projects on lean production in industrial enterprises]. Russian Journal of Innovation Economics. 8 (3). 513-530. (in Russian). doi: 10.18334/vinec.8.3.39364.
Boev V.Yu., Parada E.V. (2019). Berezhlivoe proizvodstvo kak chast strategii dlya povysheniya effektivnosti biznesa [Lean production as part of the business efficiency strategy]. “Finansovye issledovania”. (4). 237-246. (in Russian).
Drapkin I.M., Gainetdinova A.A., Panzabekova A.Zh. (2021). Determinants of high-tech export in CEE and CIS countries Economy of Region. 17 (2). 486-501. doi: 10.17059/ekon.reg.2021-2-10.
Druzhkina N.A. (2023). Kak reshit problemy molochnogo proizvodstva s pomoshchyu printsipov i instrumentov berezhlivogo proizvodstva [How to solve the problems of dairy production using the principles and tools of lean production]. Zhurnal Studencheskiy. 21 (21-1 (233)). 63-65. (in Russian).
Egorova O.A., Novikova M.A. (2017). Primenenie statisticheskikh metodov v sistemakh kontrolya kachestva pishchevoy produktsii [Application of statistical methods in control systems of quality of food products]. Agroprodovolstvennaya ekonomika. (6). 67-75. (in Russian).
Grigorev A.A., Kuznetsov M.M. (2018). Povyshenie effektivnosti proizvodstva instrumentami berezhlivogo proizvodstva [Improving production efficiency with lean manufacturing tools]. Bulletin of scientific conferences. (1-4 (38)). 34-35. (in Russian).
Kruglov V.N. (2022). Innovatsionnye aspekty «berezhlivogo proizvodstva» v Rossii [Innovative aspects of lean manufacturing in Russia]. Nauchnyy zhurnal «Upravlencheskiy uchet». (9). 71-78. (in Russian).
Malakhova A.A., Starova O.V., Arefev V.A. (2020). Berezhlivoe proizvodstvo kak faktor povysheniya effektivnosti menedzhmenta [Lean production as a factor of increasing the management efficiency]. Journal of Economics, Entrepreneurship and Law. 10 (3). 615-634. (in Russian). doi: 10.18334/epp.10.3.100428.
Matyukhin P.V., Markov V.O., Rabunets P.V. (2009). Vstraivanie kachestva v proizvodstvennyy protsess [Embedding quality in the production process]. Advances in current natural sciences. (11). 70-71. (in Russian).
Melnikov O.N., Gankin N.A. (2018). Otechestvennyy opyt v oblasti nauchnoy organizatsii proizvodstva i vozmozhnosti ego ispolzovaniya s pozitsiy berezhlivogo proizvodstva [National experience in scientific production organization and opportunities of its application from the standpoint of lean manufacturing]. MIR (Modernization. Innovation. Research). 9 (4). 530-545. (in Russian). doi: 10.18184/2079–4665.2018.9.4.530–545.
Melnikov O.N., Larionov V.G., Gankin N.A. (2016). Osnovnye etapy innovatsionnogo razvitiya organizatsii proizvodstva s pozitsiy dinamiki ispolzovaniya printsipov berezhlivogo proizvodstva [The main stages of the production organization of innovative development from the standpoint of the dynamics of lean manufacturing principles application]. Russian Journal of Innovation Economics. 6 (3). 239-258. (in Russian). doi: 10.18334/vinec.6.3.36996.
Podverbnyh O.E., Kukushkin S.G., Dyatlov D.V., Samokhvalova S.M. (2023). Model proektivnogo obucheniya personala v usloviyakh vnedreniya vysokotekhnologichnogo berezhlivogo proizvodstva [Model of projective personnel training in the context of the introduction of high-tech lean production]. Russian Journal of Innovation Economics. 13 (3). (in Russian). doi: 10.18334/vinec.13.3.118835.
Sabadash I.I. (2022). Filosofiya «berezhlivogo proizvodstva» [The philosophy of lean manufacturing]. Modern scientific researches and innovations. (11). 24. (in Russian).
Talantova N.N., Gaynutdinova I.A. (2014). Organizatsiya berezhlivogo proizvodstva na predpriyatii [Organization of lean production at enterprises]. Russian Journal of Innovation Economics. (4). 20-25. (in Russian). doi: 10.18334/inec.4.4.298.
Umalatov R.S. (2023). Teoreticheskie aspekty realizatsii berezhlivogo upravleniya v sisteme regionalnoy vlasti [Theoretical aspects of lean management in the system of regional government]. Leadership and Management. 10 (2). 673-684. (in Russian). doi: 10.18334/lim.10.2.117760.
Varaksa N.G., Alimov S.A. (2017). Razvitie biotekhnologicheskoy sfery v ramkakh innovatsionnoy ekonomiki [Development of the biotechnological sphere within the framework of the innovation economy]. Management accounting. (7). 73-81. (in Russian).
Veselova E.Sh. (2023). Ternistye puti rossiyskogo biotekha [The thorny paths of russian biotech]. Eco. (2). 8-33. (in Russian). doi: 10.30680/ECO0131-7652-2023-2-8-33.
Yunusova P.S. (2019). Sozdanie infrastruktury razvitiya biotekhnologiy v selskom khozyaystve [Creation of infrastructure for the development of biotechnologies in agriculture]. Issues of economic structuring (voprosy strukturizatsii ekonomiki). (1). 15-18. (in Russian). doi: 10.26159/APR.2019.76.1.002.
Yurk N.A. (2020). Ispolzovanie statisticheskikh metodov upravleniya kachestvom dlya otsenki stabilnosti proizvodstva [Use of statistical methods of quality management to estimate production stabilit]. Rural economy in Russia (Ekonomika sel\'skogo khozyaystva Rossii). (2). 91-95. (in Russian). doi: 10.32651/202-92.
Zaytsev A.A. (2017). Otsenka vliyaniya kontseptsii berezhlivogo proizvodstva na finansovo-ekonomicheskie pokazateli innovatsionnogo predpriyatiya [Evaluating the impact of lean production on financial and economic indicators of an innovative enterprise]. Russian Journal of Innovation Economics. 7 (3). 257-280. (in Russian). doi: 10.18334/vinec.7.3.38196.