Методический подход к оценке и оптимизации загрузки производственной мощности металлообрабатывающего предприятия с серийным типом производства
Захарова Д.М.1 ![]() , Турсукова И.И.1
, Турсукова И.И.1 ![]()
1 Уральский федеральный университет им. первого Президента России Б.Н. Ельцина, Екатеринбург, Россия
Скачать PDF | Загрузок: 2
Статья в журнале
Экономика, предпринимательство и право (РИНЦ, ВАК)
опубликовать статью | оформить подписку
Том 16, Номер 6 (Июнь 2026)
Аннотация:
Актуальность исследования обусловлена необходимостью повышения эффективности использования производственных ресурсов металлообрабатывающих предприятий в условиях серийного типа производства, где частая смена номенклатуры и значительные организационные потери ограничивают реальную пропускную способность оборудования.
Проведенное исследование посвящено концептуальным основам оценки и оптимизации загрузки производственной мощности металлообрабатывающего предприятия с серийным типом производства. В статье раскрывается содержание методического подхода, предполагающего переход от статической оценки потенциала к динамическому управлению загрузкой. Предложены алгоритм идентификации ведущего звена с учетом времени переналадок и технического износа, матрица диагностики производственных дисбалансов, формализованная оптимизационная модель и система непрерывного мониторинга.
Результаты исследования позволят металлообрабатывающим предприятиям минимизировать совокупные потери, повысить обоснованность производственного планирования и создать инструментарий для итеративной корректировки планов выпуска, а также могут быть использованы для развития теоретических и методических основ оценки и оптимизации загрузки производственных мощностей.
Ключевые слова: производственные мощность, серийное производство, металлообрабатывающая отрасль, ведущее звено, оптимизация загрузки
JEL-классификация: L61, L60, L69
Введение
В современных экономических условиях, характеризующихся высокой волатильностью рынков и усилением конкурентного давления, ключевым фактором устойчивого развития промышленных предприятий становится эффективность использования производственных мощностей [8]. Особую актуальность данная проблема приобретает для металлообрабатывающих предприятий с серийным типом производства, где частая смена номенклатуры изделий, значительные потери времени на переналадку оборудования и неравномерность производственных потоков создают существенные ограничения для роста выпуска продукции [7].
Несмотря на наличие развитого научно-методического аппарата в области управления производством, существующие подходы к оценке загрузки мощностей таких автором, как Замбржицкая Е.С. [4]; Матвеева Е.А. [7]; Бабенко И.В. и Тинькова Е.В. [2, с. 89-99]; Демидова Е.А. [3, с. 6-8], Магомедов Э.М. [6, с. 85-89], Сазонов А.А. [10, с. 60-70], носят статический характер, не учитывают специфику дискретного серийного производства, а также игнорируют влияние технического износа [9], организационных потерь [12] на реальную пропускную способность и ритмичности выпуска продукции. В связи с этим возникает объективная необходимость в разработке комплексного методического инструментария, позволяющего не только диагностировать текущее состояние, но и динамически оптимизировать загрузку производственных систем.
Целью настоящего исследования является разработка методического подхода к оценке и оптимизации загрузки производственной мощности металлообрабатывающего предприятия с серийным типом производства.
Научная новизна исследования: предложен методический подход к оценке и оптимизации загрузки производственной мощности металлообрабатывающего предприятия серийного типа производства, включающий в себя:
- определение пропускной способности ведущего звена с учетом специфики дискретного серийного производства;
- диагностику текущей загрузки мощностей с установлением причинно-следственных связей и последующим расчетом интегрального показателя дисбаланса производственной системы;
- формирование модели оптимизации загрузки производственной мощности с возможностью последующего мониторинга и итеративной корректировки плана выпуска.
Методический подход позволит повысить эффективность использования производственных возможностей предприятия и его деятельности в целом.
Авторская гипотеза заключается в том, что переход от статической оценки производственной мощности к динамическому управлению загрузкой, основанному на учете времени переналадок, ритмичности технологических потоков, а также регрессионной зависимости технической готовности оборудования от коэффициента износа, позволит снизить дисбалансы производственной системы и достичь оптимального диапазона коэффициента использования мощности (0,75 – 0,85) в условиях серийного производства.
Основная часть
Эффективное управление производственной мощностью – ключевой фактор конкурентоспособности серийных металлообрабатывающих предприятий в условиях экономической нестабильности и импортозамещения [8]. Производственная мощность характеризует потенциал предприятия, реализация которого, как правило, ограничена рядом факторов: износом оборудования [9], частыми переналадками [12] и нарушениями ритмичности. Высоко оценивая вклад отечественных ученых в развитие методических основ исследуемой проблемы, следует отметить, что существующие методики не учитывают данные аспекты, оперируя паспортными данными оборудования, тем самым, снижая точность оценки и обоснованность управленческих решений [3, 6].
Повышенный интерес к проблематике исследования, а также необходимость разработки инструментария, позволяющего не только в статике оценивать потенциал, но и в динамике оптимизировать загрузку с учетом технического состояния оборудования и организационных потерь обусловливают необходимость дальнейшего развития методических основ, а также актуальность исследования.
В таблице 1 представлен сравнительный анализ ключевых современных методик оценки и оптимизации загрузки производственной мощности, выявлены их достоинства и ограничения.
Таблица 1 – Сравнительный анализ существующих методик оценки и оптимизации загрузки производственной мощности
|
Авторы
и основа методики
|
Сущность подхода
|
Преимущества
|
Ограничения
(в контексте серийного металлообрабатывающего производства)
|
|
Е.С. Замбржицкая
(Графо-матричное моделирование) [4, с. 138-158] |
Переход от
концепции статичного «ведущего звена» к концепции подвижного «лимитирующего
звена». Графовая модель отражает топологию системы, визуализируя потоки
материалов и технологические маршруты
|
- учет
многопродуктовости без приведения к единому измерителю;
- оценка межоперационных заделов; - интеграция стадии жизненного цикла технологии |
- ориентация
преимущественно на непрерывные технологические процессы (металлургия, химия);
- требует существенной адаптации алгоритмов для дискретного серийного производства (учет станко-часов и переналадок) |
|
Е.А. Матвеева,
С.Г. Симагина
(Система экономико-математических моделей) [7, с. 4-12] |
Оптимизация
загрузки оборудования в мелкосерийном производстве. Итеративный алгоритм
перераспределения партий деталей между взаимозаменяемыми рабочими местами
|
- сглаживание
неравномерности загрузки;
- оперирование показателями трудоемкости, фонда времени и коэффициентов загрузки |
- не учитывает
влияние технического состояния оборудования (износ рассматривается
усредненно);
- не интегрирует фактор ритмичности производства как отдельное ограничение; - ориентация на краткосрочный горизонт планирования (месяц) |
|
И.В. Бабенко,
Е.В. Тинькова (Алгоритм выявления «узких мест») [2, с. 89-99] |
Выявление
«узких мест» через расчет пропускной способности по операциям. Разграничение
понятий производственной мощности (паспортной) и пропускной способности
(фактической)
|
- обеспечивает
переход от теории к практике;
- позволяет количественно зафиксировать разрыв между потенциалом и реальностью |
- отсутствуют
механизмы количественной оценки влияния износа оборудования через
регрессионные зависимости;
- нет инструментов оптимизации с учетом организационных потерь времени (переналадок) в рамках единой целевой функции |
Из таблицы 1 видно, что ни одна из рассмотренных методик не решает комплексно задачу оценки и оптимизации загрузки мощности металлообрабатывающего предприятия с учетом технического износа, времени переналадок и ритмичности.
Авторский методический подход позволяет перейти от оценки потенциала в статике к управлению загрузкой в динамике и предполагает реализацию шести последовательных этапов, обеспечивающих непрерывный цикл управления производственной мощностью (рисунок 1).
Этап 1. Идентификация ведущего звена производственной системы. В серийном производстве металлообрабатывающих предприятий идентификация ведущего звена осуществляется по максимальной суммарной трудоемкости операций для типовой номенклатуры изделий. Данный подход заимствован из методики авторов И.В. Бабенко и Е.В. Тинькова [2] и дополнен учетом времени переналадок. Частая смена номенклатуры в серийном производстве создает значительные потери времени, которые традиционные методики игнорируют [12].
Для каждой технологической операции рассчитывается суммарная трудоемкость с учетом годовой программы выпуска по формуле 1:
![]()
где ![]() – суммарная трудоемкость
i-й операции, нормо-час;
– суммарная трудоемкость
i-й операции, нормо-час; ![]() – штучное время обработки
j-го изделия на i-й операции, нормо-час/шт.;
– штучное время обработки
j-го изделия на i-й операции, нормо-час/шт.; ![]() – годовая программа
выпуска j-го изделия, шт.;
– годовая программа
выпуска j-го изделия, шт.; ![]() – среднее время
переналадки i-й операции, час;
– среднее время
переналадки i-й операции, час; ![]() – количество переналадок
i-й операции в год.
– количество переналадок
i-й операции в год.
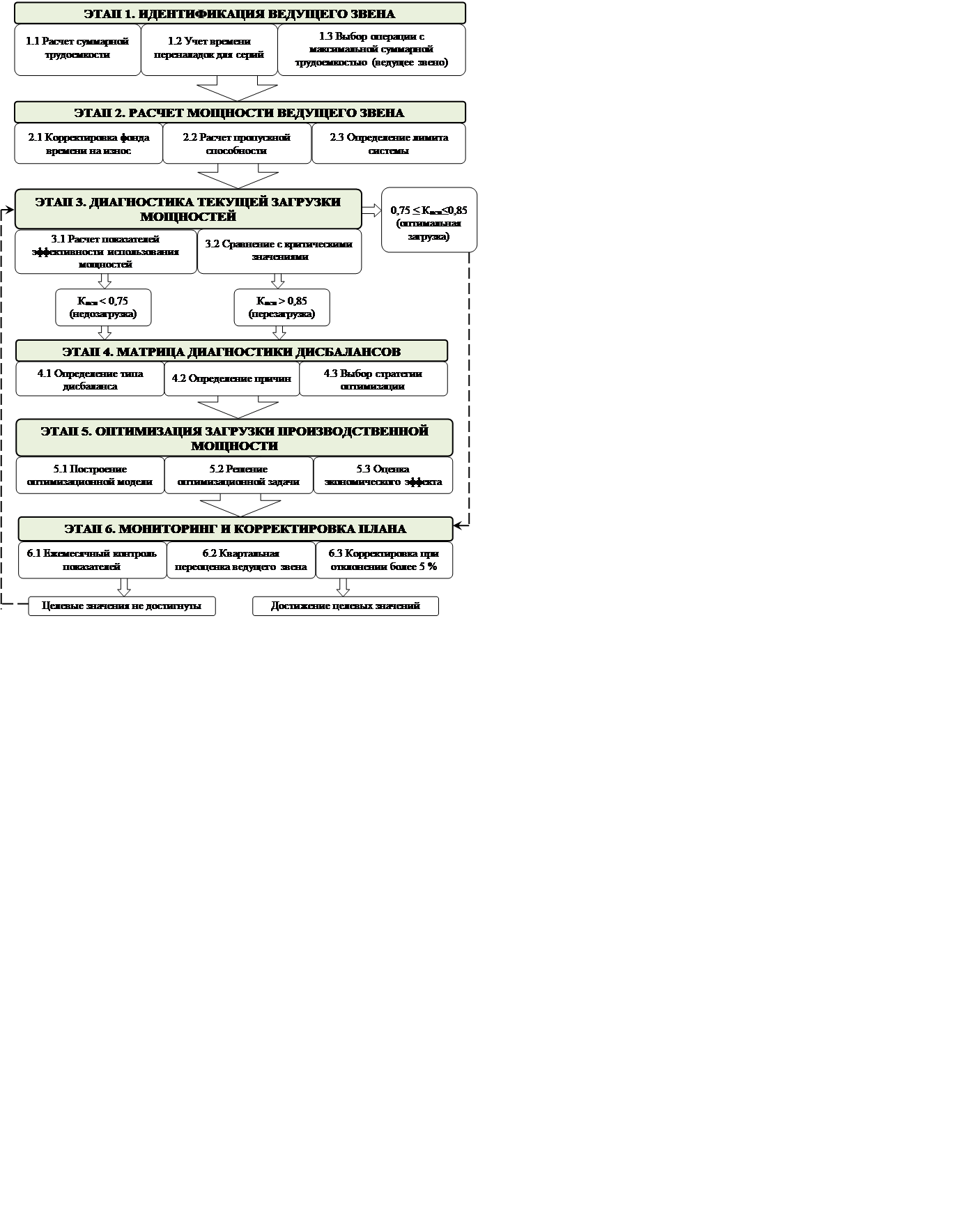
Рисунок 1 – Методический подход к оценке и оптимизации загрузки
производственной мощности металлообрабатывающего предприятия
серийного типа производства
Источник: составлено авторами.
Согласно проведенным эмпирическим исследованиям, 38% снижения коэффициента использования производственной мощности обусловлено потерями на переналадку. Для корректной оценки реальной пропускной способности операции необходимо скорректировать трудоемкость на фактическую техническую готовность оборудования (формула 2), рассчитанную по регрессионной модели [9]:
![]()
где ![]() – коэффициент технической готовности
i-й группы оборудования, рассчитанный на основе регрессионной зависимости;
– коэффициент технической готовности
i-й группы оборудования, рассчитанный на основе регрессионной зависимости; ![]() – коэффициент износа i-й группы
оборудования.
– коэффициент износа i-й группы
оборудования.
Данная корректировка позволяет учесть нелинейный рост потерь времени при увеличении коэффициента износа свыше порогового значения в 70% [1, 9]. Ведущим звеном признается операция с максимальной скорректированной трудоемкостью. Важно отметить, что выбор ведущего звена подлежит обязательной квартальной переоценке, поскольку изменение номенклатурной структуры выпуска может сместить ограничение на другую операцию.
Этап 2. Расчет мощности ведущего звена. На данном этапе осуществляется количественная оценка производственной мощности с учетом выявленных ограничений. В отличие от современных методик, использующих номинальный фонд времени [3, 10], предложенный подход рассчитывает эффективный фонд с учетом фактической технической готовности оборудования (формула 3):
![]()
где ![]() – календарный фонд времени (8 784
часа для 2024 года);
– календарный фонд времени (8 784
часа для 2024 года);
![]() – коэффициент технической готовности
(из регрессионной модели);
– коэффициент технической готовности
(из регрессионной модели); ![]() – коэффициент плановых простоев на
ремонт (0,90–0,95);
– коэффициент плановых простоев на
ремонт (0,90–0,95);
![]() – коэффициент потерь на переналадки.
– коэффициент потерь на переналадки.
Коэффициент потерь на переналадки рассчитывается по формуле (4):
![]()
где ![]() – среднее время переналадки, час;
– среднее время переналадки, час; ![]() – количество переналадок в год.
– количество переналадок в год.
Пропускная способность ведущего звена определяется по формуле (5):
![]()
где ![]() – мощность ведущего звена, шт./год;
– мощность ведущего звена, шт./год; ![]() – количество единиц оборудования в
ведущем звене, шт.;
– количество единиц оборудования в
ведущем звене, шт.; ![]() – штучное время обработки на ведущем
звене, нормо-час/шт.
– штучное время обработки на ведущем
звене, нормо-час/шт.
Согласно теории ограничений, общая мощность предприятия равна мощности ведущего звена. Предложенный подход обеспечивает более консервативную и, следовательно, реалистичную оценку производственной мощности, что минимизирует риск формирования невыполнимых производственных планов [2, 4].
Этап 3. Диагностика текущей загрузки. На третьем этапе осуществляется оценка фактического использования производственной мощности и выявление отклонений от целевых значений. Для этого рассчитывается система показателей, включающая коэффициент использования мощности, коэффициенты экстенсивной и интенсивной нагрузки, интегральной нагрузки, долю времени на переналадки и коэффициент ритмичности [5, 8].
Нормативные значения данных показателей дифференцированы. Например, оптимальный диапазон для коэффициента использования мощности выбран на уровне 0,75–0,85 на основе анализа пороговых значений факторов экономической безопасности [1]. Значения выше коррелируют с экспоненциальным ростом внеплановых простоев, а значения ниже 0,75 свидетельствуют о критической недогрузке и неэффективном использовании инвестиционного потенциала. На основе рассчитанных значений принимается решение о переходе к этапу диагностики причин или мониторингу.
Этап 4. Матрица диагностики дисбалансов. Для установления причинно-следственных связей отклонений предлагается матрица диагностики, представленная в таблице 2, она позволяет классифицировать ситуации и выбрать соответствующую стратегию оптимизации.
Таблица 2 – Матрица диагностики загрузки производственной мощности
|
Ситуация
|
Значение показателей
|
Возможная причина
|
Метод выявления
|
Стратегия оптимизации
|
|
1
|
< 0,75 и
< 0,80
|
Недозагрузка из-за неравномерности поступления заказов
|
Анализ графика загрузки по месяцам
|
Привлечение дополнительных заказов, развитие кооперации
|
|
2
|
< 0,75 и > 0,15
|
Чрезмерные потери на переналадку
|
Хронометраж операций переналадки
|
Стандартизация наладок, укрупнение партий
|
|
3
|
> 0,85 и
< 0,80
|
Износ оборудования (снижение производительно-сти)
|
Сравнение паспортной и фактической производитель-ности
|
Модернизация ведущего оборудования
|
|
4
|
> 0,85 и
> 0,95
|
Перегрузка ведущего звена
|
Анализ загрузки по группам оборудования
|
Дублирование операций на смежном оборудовании
|
Для количественной оценки степени дисбаланса используется интегральный индикатор, рассчитываемый как среднеквадратичное отклонение фактических показателей от целевых значений.
Для количественной оценки степени дисбаланса предлагается использовать интегральный индикатор дисбаланса, рассчитываемый по формуле (6):

где ![]() – целевые значения, обоснованные на
основе отраслевых нормативов и эмпирических исследований [1, 8].
– целевые значения, обоснованные на
основе отраслевых нормативов и эмпирических исследований [1, 8].
Интерпретировать результаты можно следующим образом:
- ![]() , сбалансированная система,
корректирующие мероприятия не требуются;
, сбалансированная система,
корректирующие мероприятия не требуются;
- ![]() умеренный дисбаланс, требуется
плановая корректировка;
умеренный дисбаланс, требуется
плановая корректировка;
- ![]() > 0,20, критический дисбаланс,
требующий немедленных корректирующих мероприятий.
> 0,20, критический дисбаланс,
требующий немедленных корректирующих мероприятий.
Этап 5. Оптимизационная модель загрузки производственной мощности. Ключевое отличие предложенного методического подхода заключается в разработке формализованной оптимизационной модели, которая учитывает технический, организационный и плановый факторы в единую математическую задачу [10]. Целевая функция представляет собой максимизацию интегрального показателя эффективности использования производственной мощности (формула 7):
![]()
где ![]() – коэффициент использования
производственной мощности;
– коэффициент использования
производственной мощности; ![]() – совокупные потери от износа,
переналадок и неритмичности, млн руб.;
– совокупные потери от износа,
переналадок и неритмичности, млн руб.; ![]() – выручка предприятия, млн руб.;
– выручка предприятия, млн руб.; ![]() – весовые коэффициенты (
– весовые коэффициенты ( ![]() ).
).
Расчет совокупных потерь выполняется по формуле (8).
![]()
где ![]() – потери от износа оборудования;
– потери от износа оборудования;
![]() – потери от переналадок;
– потери от переналадок;
![]() – потери от неритмичности;
– потери от неритмичности;
![]() – средняя маржинальная прибыль на 1
машино-час, тыс. руб.
– средняя маржинальная прибыль на 1
машино-час, тыс. руб.
Расчет коэффициента ритмичности для сформированного производственного плана выполняется по формуле (9).

где ![]() – количество временных интервалов
(дней/недель).
– количество временных интервалов
(дней/недель).
Обоснование весовых коэффициентов базируется на результатах факторного анализа (таблица 3). Факторный анализ влияния ключевых показателей на КИПМ (коэффициент использования производственной мощности) был проведен по репрезентативной выборке, сформированной из предприятий Центрального и Уральского федеральных округов, на долю которых приходится свыше 60% отраслевого выпуска металлообрабатывающей продукции, на основе данных системы раскрытия корпоративной информации [11] и портала «Прозрачный бизнес» ФНС России [13]. В состав выборочной совокупности вошли пять крупных промышленных предприятий (ПАО «НЛМК», ПАО «ЕВРАЗ», ПАО «МЗИК», ПАО «ММК», ПАО «ЧМК»), что обеспечило достоверность эмпирической базы и возможность экстраполяции полученных результатов на отрасль в целом.
Таблица 3 – Факторный анализ на примере металлообрабатывающих предприятий ЦФО и УрФО за период 2022-2024 гг.
|
Фактор влияния |
Период, годы
|
Абсолютное
отклонение
|
Вклад в снижение
КИПМ, %
| |||
|
2022
|
2023
|
2024
|
за 2023 г.
|
за 2024 г.
| ||
|
1. Доступность времени,
в том числе: |
0,96
|
0,94
|
0,91
|
-0,02
|
-0,03
|
58,00
|
|
- плановые ремонты
|
0,98
|
0,97
|
0,96
|
-0,01
|
-0,01
|
10,00
|
|
- внеплановые простои
|
0,99
|
0,99
|
0,98
|
0,00
|
-0,01
|
10,00
|
|
- переналадки
|
0,99
|
0,98
|
0,97
|
-0,01
|
-0,01
|
38,00
|
|
2. Интенсивность использования, в том числе:
|
0,97
|
0,97
|
0,93
|
0,00
|
-0,04
|
42,00
|
|
- снижение
скорости работы
|
0,99
|
0,99
|
0,96
|
0,00
|
-0,03
|
32,00
|
|
- небольшие остановки
|
0,98
|
0,98
|
0,97
|
0,00
|
-0,01
|
10,00
|
|
3. Выход качественной продукции
|
0,99
|
0,99
|
0,99
|
0,00
|
0,00
|
0,00
|
|
4. Интегральный
(с.1 х с.2 х с.3) |
0,93
|
0,90
|
0,84
|
-0,03
|
-0,06
|
100,00
|
В соответствии с полученными данными рекомендуется следующая структура весов:
- ![]() = 0,40 (максимизация загрузки – 58%
потерь обусловлено фактором времени);
= 0,40 (максимизация загрузки – 58%
потерь обусловлено фактором времени);
- ![]() = 0,35 (минимизация потерь – 42%
потерь обусловлено фактором интенсивности);
= 0,35 (минимизация потерь – 42%
потерь обусловлено фактором интенсивности);
- ![]() = 0,25 (обеспечение ритмичности –
корреляция R = 0,89 с КИПМ).
= 0,25 (обеспечение ритмичности –
корреляция R = 0,89 с КИПМ).
Система ограничений включает шесть групп условий: по технической готовности оборудования, времени переналадок, ритмичности производства, спросу на продукцию, материальным ресурсам и мощности ведущего звена.
Для решения сформулированной оптимизационной задачи предлагается использовать модифицированный симплекс-метод с итеративной корректировкой параметров [10]. Алгоритм реализации включает семь последовательных шагов: от инициализации параметров и решения базовой задачи линейного программирования до проверки ритмичности, корректировки плана эвристическими методами и оценки экономических показателей. Важным элементом оптимизационного блока является расчет оптимального размера производственной партии по модифицированной формуле EOQ (Economic Order Quantity), дополненной корректирующим коэффициентом (формула 10), учитывающим ограничения по технической готовности оборудования.
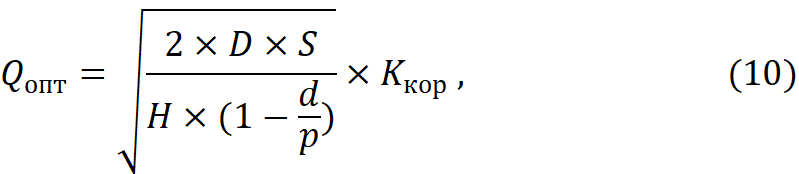
где ![]() – годовая потребность, шт.;
– годовая потребность, шт.; ![]() – затраты на переналадку, руб.;
– затраты на переналадку, руб.; ![]() – затраты на хранение единицы
продукции, руб./год;
– затраты на хранение единицы
продукции, руб./год; ![]() – интенсивность потребления
(шт./день);
– интенсивность потребления
(шт./день); ![]() – интенсивность производства
(шт./день);
– интенсивность производства
(шт./день); ![]() – корректирующий коэффициент,
учитывающий ограничения по мощности (
– корректирующий коэффициент,
учитывающий ограничения по мощности ( ![]() ).
).
Диапазон корректирующего коэффициента (±20%) выбран эмпирически на основе анализа фактических данных металлообрабатывающих предприятий: типичные колебания коэффициента технической готовности оборудования (0,75-0,95) и вариации интенсивности производства в серийном режиме укладываются именно в этот коридор. Экономически отклонение свыше 20% от базового EOQ либо не дает значимого не дает значимого эффекта снижения суммарных издержек ввиду попадания в зону нечувствительности целевой функции, либо ведет к чрезмерному росту рисков дефицита и простоев. Кроме того, граница ±20% соответствует общепринятой практике производственного планирования, обеспечивая устойчивость решений при волатильности входных параметров и сохраняя адаптивность модели к реальным условиям.
Этап 6. Мониторинг и корректировка плана. Завершающим элементом методического подхода является система непрерывного мониторинга и оперативной корректировки производственного плана. Для обеспечения эффективного контроля предлагается использовать многоуровневую систему показателей мониторинга, дифференцированную по периодичности контроля (таблица 4).
Таблица 4 – Система показателей мониторинга загрузки производственной мощности
|
Периодичность
|
Показатель
|
Пороговое значение
|
|
Ежедневный контроль
|
Фактический выпуск продукции
(тонн)
|
±5% от плана
|
|
Коэффициент выполнения суточного
плана, %
|
> 95
| |
|
Время простоев оборудования,
час./смена
|
< 2
| |
|
Количество переналадок,
ед./смена
|
В соответствии с планом-графиком
| |
|
Еженедельный контроль
|
Коэффициент ритмичности за
неделю, доля
|
> 0,85
|
|
Загрузка ведущего звена, %
|
75-85
| |
|
Средний коэффициент технической
готовности, %
|
> 85
| |
|
Коэффициент выполнения плана по
номенклатуре, %
|
> 90
| |
|
Ежемесячный контроль
|
Интегральный коэффициент
использования мощности
|
0,75-0,85
|
|
Совокупные потери, млн руб.
|
< 5% выручки
| |
|
Фондоотдача, руб./руб.
|
Положительная динамика к
предыдущему отчетному периоду
| |
|
Рентабельность использования производственных
мощностей, %
|
> 15
|
Алгоритм корректировки плана реализуется в последовательности: сравнение плановых и фактических показателей, проверка допустимых отклонений (порог 5%), выявление причин отклонений (технические, организационные, рыночные) и пересчет оптимизационной модели. В условиях серийного производства с динамичной номенклатурой возможно смещение «узкого места» производственной системы. В этой связи предлагается ежеквартально пересчитывать суммарную трудоемкость по каждой группе оборудования и выявлять новую ведущую группу. При смене ведущего звена оптимизационная модель перестраивается с актуализированными ограничениями [2, 4].
Предложенный в исследовании методический подход обеспечивает не только разовую оптимизацию загрузки производственной мощности, но и создает механизм непрерывного совершенствования производственного планирования. Учет специфических факторов серийного металлообрабатывающего производства, таких как время переналадок, технический износ и ритмичность, позволяет повысить точность идентификации ограничивающих факторов.
Заключение
Таким образом, в ходе исследования был разработан и научно обоснован методический подход к оценке и оптимизации загрузки производственной мощности металлорабатывающего предприятия с серийным типом производства. Данный подход устраняет ключевые недостатки существующих инструментов за счет интеграции факторов технического износа, времени переналадок и ритмичности производственного потока в единую оптимизационную модель. Реализация поэтапного алгоритма – от идентификации ведущего звена до системы непрерывного мониторинга и корректировки планов – позволяет предприятиям минимизировать организационные и технические потери, сбалансировать загрузку оборудования и повысить общую эффективность использования инвестиционного потенциала.
Полученные результаты формируют надежную информационно-аналитическую базу для принятия обоснованных управленческих решений в области производственного планирования. Практическая значимость работы заключается в возможности адаптации разработанного подхода к конкретным условиям промышленных предприятий металлорабатывающей отрасли, что способствует укреплению их операционной устойчивости и конкурентоспособности на рынке.
Источники:
2. Бабенко И.В., Тинькова Е.В. Оценка производственной мощности: методики и практический алгоритм // Известия Юго-Западного государственного университета. Серия: Экономика. Социология. Менеджмент. – 2018. – № 1(26). – c. 89-99.
3. Демидова Е.А. Производственная мощность: проблематика формализации понятия и методики оценки // Международный научно-исследовательский журнал. – 2021. – № 1-4(103). – c. 6-8. – doi: 10.23670/IRJ.2021.103.1.087.
4. Замбржицкая Е.С. Теория и методология стратегического управления производственными мощностями промышленного предприятия с многопродуктовым производством. / Диссертация на соискание ученой степени доктора экон. наук. - Челябинск, 2023. – 373 c.
5. Коношенко Н. Алгоритм расчета ОЕЕ как самого универсального и современного показателя эффективности оборудования в мире. Управление производством. [Электронный ресурс]. URL: https://up-pro.ru/library/repair/tpm/algoritm-rascheta-oee/ (дата обращения: 20.04.2026).
6. Магомадов Э.М. Анализ производственного потенциала организации и оценка эффективности его использовани // Деловой вестник предпринимателя. – 2024. – № 4(18). – c. 85-89.
7. Матвеева Е.А., Симагина С.Г. Моделирование и оптимизация загрузки производственных мощностей предприятия с мелкосерийным типом производства // Отходы и ресурсы. – 2019. – № 2. – c. 12. – doi: 10.15862/16ECOR219.
8. Мепория Г.Г. Эффективность использования производственных мощностей в машиностроении // Теория и практика сервиса: экономика, социальная сфера, технологии. – 2015. – № 1(23). – c. 51-55.
9. Никулина Е.Ю., Стрельцов А.В., Яковлев Г.И. Закономерности модернизации основных производственных фондов в промышленности и предпринимательской деятельности // Организатор производства. – 2019. – № 3. – c. 57-68. – doi: 10.25987/VSTU.2019.95.15.005.
10. Сазонов А.А. Планирование производственных мощностей высокотехнологичного предприятия на основе математической модели максимума Понтрягина // Управление. – 2020. – № 4. – c. 60-70. – doi: 10.26425/2309-3633-2020-8-4-60-70.
11. Система раскрытия информации «Интерфакс-ЦРКИ»: Центр раскрытия корпоративной информации. АО «Интерфакс». [Электронный ресурс]. URL: https://www.e-disclosure.ru/ (дата обращения: 20.03.2026).
12. Торхова А.Н. Разновидности потерь в производстве // Форум молодых ученых. – 2022. – № 4(68). – c. 298-301.
13. Прозрачный бизнес: официальный портал открытых данных о юридических лицах и индивидуальных предпринимателях. Федеральная налоговая служба. [Электронный ресурс]. URL: https://pb.nalog.ru/ (дата обращения: 20.04.2026).
Страница обновлена: 26.07.2026 в 17:25:28
Download PDF | Downloads: 2
Methodological approach to assessing and optimizing the load on the production capacity of a metal-working company with a series-type production
Zakharova D.M., Tursukova I.I.Journal paper
Journal of Economics, Entrepreneurship and Law
Volume 16, Number 6 (June 2026)
Abstract:
It is absolutely necessary to increase the efficiency of using the production resources of metal-working companies in conditions of a series-type production, where frequent changes in the nomenclature and significant organizational losses limit the actual capacity of the equipment.
The article analyzes the conceptual foundations of assessing and optimizing the utilization of the production capacity of a metal-working company with a series-type production. The article reveals the content of a methodological approach that involves a transition from a static assessment of potential to a dynamic management of utilization. The article proposes an algorithm for identifying the leading link, taking into account the time of retooling and technical wear, a matrix for diagnosing production imbalances, a formalized optimization model, and a continuous monitoring system.
The results of the study will allow metal-working companies to minimize total losses, increase the validity of production planning, and create tools for iterative adjustment of production plans. They can also be used to develop theoretical and methodological foundations for assessing and optimizing production capacities.
Keywords: production capacity, mass production, metal-working industry, leading link, load optimization
JEL-classification: L61, L60, L69
References:
Avdiyskiy V.I., Senchagov V.K. (2014). Methodologies for determining the threshold values of the main (priority) factors of risks and threats to economic security of business entities. Economy. Taxes. Law. (4). 73-78.
Babenko I.V., Tinkova E.V. (2018). Assessment of Production Capacity: Methods and Practical Algorithm. Izvestiya Yugo-Zapadnogo gosudarstvennogo universiteta. Seriya: Ekonomika. Sotsiologiya. Menedzhment. 8 (1(26)). 89-99.
Demidova E.A. (2021). Productive Capacity: The Problems of Formalization of the Concept and Methodology of Evaluation. Mezhdunarodnyy nauchno-issledovatelskiy zhurnal. (1-4(103)). 6-8. doi: 10.23670/IRJ.2021.103.1.087.
Magomadov E.M. (2024). Analysis of the Production Potential of the Organization and Assessment of the Effectiveness of Its Use. Delovoy vestnik predprinimatelya. (4(18)). 85-89.
Matveeva E.A., Simagina S.G. (2019). Model Analysis and Optimization of Operating Rates of Enterprises with Small-Series Production Type. Otkhody i resursy. 6 (2). 12. doi: 10.15862/16ECOR219.
Meporiya G.G. (2015). Efficiency Capacity Utilization in Mechanical Engineering. Teoriya i praktika servisa: ekonomika, sotsialnaya sfera, tekhnologii. (1(23)). 51-55.
Nikulina E.Yu., Streltsov A.V., Yakovlev G.I. (2019). The Patterns in Modernization of Fixed Productive Assets in Industry and Business Activity. Organizator proizvodstva. 27 (3). 57-68. doi: 10.25987/VSTU.2019.95.15.005.
Sazonov A.A. (2020). PLANNING OF PRODUCTION CAPACITIES OF A HIGH-TECH ENTERPRISE BASED ON THE MATHEMATICAL MODEL OF THE PONTRYAGIN MAXIMUM. Upravlenie. 8 (4). 60-70. doi: 10.26425/2309-3633-2020-8-4-60-70.
Torkhova A.N. (2022). Variety of Losses in Production. Forum molodyh uchenyh. (4(68)). 298-301.
Zambrzhitskaya E.S. (2023). Theory and methodology of strategic management of production facilities of an industrial enterprise with a multi-product production Chelyabinsk.